определение линейных величин и углов
реклама

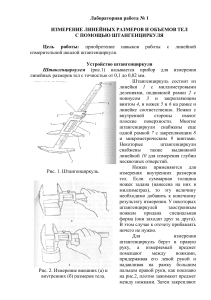
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ Государственное образовательное учреждение высшего профессионального образования «НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ» УТВЕРЖДАЮ Проректор-директор ФТИ _____________________ В.П.Кривобоков « » 2012 г. ОПРЕДЕЛЕНИЕ ЛИНЕЙНЫХ ВЕЛИЧИН И УГЛОВ Методические указания к выполнению лабораторных работ М–00 по курсу общей физики для студентов всех специальностей Составители: доц. канд. физ.-мат. наук Н.С.Кравченко, ст. преподаватель Н.И. Гаврилина Издательство Томского политехнического университета 2012 УДК 53.076 Определение линейных величин и углов: Методические указания к выполнению лабораторной работы М–00 / сост. Н.С. Кравченко, В.Ф. Пичугин, Н.И. Гаврилина; Национальный исследовательский Томский политехнический университет. – Томск: Изд-во Томского политехнического университета, 2012. – 12 с. Методические указания рассмотрены и рекомендованы к изданию методическим семинаром кафедры теоретической и экспериментальной физики ФТИ. «___»___________2012 г. Зав. кафедрой ТиЭФ доктор физ.-мат. наук, профессор ___________ В.Ф. Пичугин Председатель учебно-методической комиссии ___________ С.И. Борисенко Рецензент доц. доктор, физ.-мат. наук С.И. Борисенко © Составление. ГОУ ВПО «Национальный исследовательский Томский политехнический университет», 2012 © Кравченко Н.С. составление, 2012 © Оформление. Издательство Томского политехнического университета, 2012 2 ЛАБОРАТОРНАЯ РАБОТА М-00 ОПРЕДЕЛЕНИЕ ЛИНЕЙНЫХ ВЕЛИЧИН И УГЛОВ Цель работы: измерение линейных размеров тел различной конфигурации (параллелепипед и цилиндр), определение объёма тел. Ознакомление с методами расчета погрешности. Приборы и принадлежности: два тела различной конфигурации (параллелепипед и цилиндр), штангенциркуль и микрометр. ТЕОРЕТИЧЕСКОЕ СОДЕРЖАНИЕ Физические величины определяют свойства тел или характеристики процесса, изменение которых устанавливается количественно, посредством измерений. Несмотря на многообразие физических величин, непосредственно измерять удается лишь немногие из них. Примером таких непосредственных (прямых) измерений является измерение длины различными масштабами. Все физические измерения могут быть произведены с ограниченной точностью. Ограничения точности ставят предел степени подробности информации, полученной из опыта. Только в пределах точности измерений можно сравнить результаты различных опытов. Точность результатов измерений зависит от точности приборов, а также от точности метода измерений. Точность измерений определяется той наименьшей частью единицы меры, до которой с уверенностью в правильности результата можно вести измерения. Так, измеряя длину отрезка с помощью линейки с миллиметровыми делениями, мы получим измеряемую величину с точностью до миллиметра. С помощью измерительного микроскопа можно значительно повысить точность измерения длины, однако ошибка, хотя и меньшая будет иметь место и в этом случае. Для измерения физических величин пользуются различными приборами и инструментами. Простейшие из них: масштабная линейка, штангенциркуль, микрометр, микроскоп. Степень точности определяется устройством инструментов. Масштабными линейками производят измерение длины. Величина наименьшего деления такой линейки называется ценой одного деления. Обычно цена одного деления равна 1мм. Если измерение длины производят с точностью до долей миллиметра, то пользуются вспомогательной шкалой измерительного инструмента нониусом. Вспомогательная шкала нониус получила свое название по имени португальского изобретателя Нониуса (1542 г.). Нониусы в том виде, в котором они применяются сейчас, изобретены в 1631 г: во Франции п. Вернье (отсюда vernier – нониус). Нониусы бывают линейными и угловыми. 3 ШТАНГЕНЦИРКУЛЬ. ЛИНЕЙНЫЙ НОНИУС Линейным нониусом называется маленькая линейка с делениями, которая может скользить вдоль большой линейки так же с делениями, называемой масштабом. Инструмент, имеющий линейный нониус – штангенциркуль. d a e b c c g Рис. 1 Штангенциркуль состоит (рис.1) из линейки со шкалой (а) (масштаб) имеющей миллиметровые деления и дополнительной шкалы (b) (нониус), которая может перемещаться вдоль масштаба. При измерении линейных размеров тела (g), его зажимают между щеками (с) штангенциркуля. Штангенциркулем можно измерять внутренний диаметр отверстий (d) и глубину отверстий (e). Самый простой нониус – десятичный, имеет 10 делений. Длина всего нониуса равна 9 целым делениям масштаба. Таким образом, если длина одного деления нониуса х, а длина одного деления масштаба y=1 мм, то 10 х=9 мм. Следовательно длина каждого деления нониуса х=0,9 мм (рис. 2). При сдвинутых щеках штангенциркуля (с) нулевая отметка нониуса совпадает с нулевой отметкой масштаба, а десятая отметка нониуса – с девятой отметкой масштаба. При этом первое деление нониуса не доходит до первого деления масштаба на 0,1 мм. Второе деление нониуса соответственно не доходит до второго деления масштаба уже на 0,2 мм и т.д. 0 10 5 масштаб нониус 0 2 6 4 8 10 Рис. 2 Следовательно, если раздвинуть щеки штангенциркуля так, чтобы первая отметка нониуса совпадала с первой отметкой масштаба, то между ними образуется просвет 0,1 мм. Если совпадает с отметкой масштаба вторая отметка нониуса, просвет между щеками будет уже 0,2 мм и т. д. Следовательно, отметка нониуса, совпадающая с отметкой масштаба 4 (линейки), указывает расстояние между щеками в десятых долях миллиметра. В любом положение нониуса относительно масштаба одно из делений нониуса совпадает с одним из делений масштаба. Деления на нониусе наносятся обычно так, что одно деление нониуса m 1 1 составляет делений масштаба, где m – число делений нониуса. 1 m m Именно это позволяет, пользуясь нониусом, производить отсчеты с 1 точностью до части деления масштаба. m Пусть расстояние между соседними штрихами масштаба y, а между y соседними штрихами нониуса x. Можно записать, что x y , откуда m получаем mx m 1 y . y Величина x y x носит название точности нониуса, она m определяет максимальную погрешность нониуса. Пусть L – измеряемый отрезок (длина тела). Для измерения размера тело зажимают между щеками штангенциркуля. Пусть при этом ноль нониуса окажется между k и (k+1) – м делениями масштаба. Тогда можно написать L (ky y) , где у - неизвестная пока еще доля k-го деления масштаба. у – отсчитывается по нониусу. Отсчет по нониусу основан на способности глаза, фиксировать совпадение делений нониуса и масштаба. Так как деления нониуса не равны делениям масштаба, то обязательно найдется на нониусе такое деление n, которое совпадает с каким-либо делением масштаба, тогда у = n x. Вся длина будет равна L ky nx или y L ky n . m Таким образом, длина отрезка, измеряемого при помощи штангенциркуля, равна числу целых делений масштаба k, умноженных на y цену деления масштаба, плюс точность нониуса , умноженного на номер m деления нониуса n, совпадающего точно с некоторым делением масштаба. Наряду с описанным выше штангенциркулем используют штангенциркули, у которых 10 делений нониуса равны 19 мм. Такая разница сделана только для того, чтобы деления шкалы нониуса были более крупными (удобнее делать отсчет). Точностью нониуса по-прежнему y является величина x1 2 y x1 и равна 0,1 мм. m Если нониус штангенциркуля имеет не 10, а 20 делений, то точность его становится равной 0,05 мм. 5 Правила пользования такими штангенциркулями аналогичные. Отсчет целых делений (мм) производят по шкале линейки до нуля нониуса, затем отсчитывают по нониусу десятые доли миллиметра, число которых равно номеру деления на нониусе, совпадающему с каким – либо делением масштаба. ГОНИОМЕТР. УГЛОВОЙ НОНИУС Угловой нониус представляет собой дуговую линейку А с делениями и служит для измерения углов с точностью до долей градуса. Нониус можно перемещать по окружности или полуокружности лимба L (металлического круга или полукруга с делениями в градусах), (рис.3). Цена деления шкалы нониуса не равна цене деления шкалы лимба. Допустим, на нониусе нанесено m делений, их общая длина равна (m-1) делений лимба. Если цена деления шкалы нониуса , а цена деления лимба , то m ( m 1 ) ; точность кругового нониуса: . m α m β А m–1 нониус L Рис. 3 лимб Пусть - измеряемый угол. Ноль нониуса находится между k и (k+1) делениями лимба L (рис.4), а деление нониуса n точно совпадает с каким-то делением лимба. То очевидно: k n . m Измеренный угол равен числу целых делений лимба k, умноженных на цену деления лимба , сложенному с точностью нониуса , умноженной на m номер n того деления нониуса, которое точно совпадает с каким-то делением лимба. 6 n А k+1 k L φ Рис. 4 Инструмент, имеющий угловой нониус – гониометр. С работать в оптической лаборатории. ним вы будете МИКРОМЕТР Микрометр состоит из двух основных частей: скобы 7 и втулки 3, имеющей с внутренней стороны микрометрическую резьбу, а на поверхности д 1 2 3 4 5 6 3а 4 7 0 1 2 3 4 5 15 10 Рис. 5 3б – две шкалы: 3а и 3б (одна выше горизонтальной черты), (вторая ниже горизонтальной черты) (рис.5). Шкала 3б – представляет собой обычную миллиметровую шкалу. Цена деления этой шкалы 1 мм. Каждое деление шкалы 3б разделено пополам и отмечено рисками на шкале 3а. Поэтому цифры проставлены только на шкале 3б. Шкалы 3a и 3б сдвинуты друг относительно друга (рис. 5). Во втулку (3) ввертывается микрометрический винт (2). На правый конец винта насажен барабан (5), имеющий шкалу (4). Эта шкала имеет 50 делений. Барабан скреплен с микрометрическим винтом непосредственно или гайкой, навинчиваемой на ее правый конец. При вращении винта она вращается вместе с ним. С правой стороны микрометрического винта ввертывается трещотка (6). Трещотка регулирует нажим на измеряемое тело и ограничивает передвижение винта по втулке. На левом конце скобы находиться упорная щека – наковаленка (1). 7 На барабане (5) имеется шкала (4), имеющая 50 делений. Шаг винта микрометра равен 0,5 мм. При повороте барабана на один полный оборот винт микрометра смещается на 0,5 мм. Это соответствует 1 делению на шкале 3 а. Следовательно, цена одного деления шкалы (4) барабана 0,01 мм; при двух оборотах барабана последний проходит 100 делений, и винт отодвигается от щеки на 1 мм. Это соответствует 1 мм на шкале 3 б. Для измерения микрометром предмет (д) (рис. 5) помещают между упором (1) и микрометрическим винтом (2). Вращают винт за трещотку (6) до тех пор, пока измеряемый предмет не будет зажат между упором и концом винта. Момент нажатия фиксируется слабым треском. Отсчет производят по шкалам: миллиметры по линейной шкале (3б), доли миллиметра по шкале (3 а) и шкале (4) на барабане. Пусть L- измеряемый отрезок. Предмет зажат между упором и концом винта. Момент нажатия зафиксирован трещоткой. Для примера различные положения барабана изображены на рис. 6 (а и б) a) б) 3а . 0 1 2 3 4 3б 3а 4 4 . 15 0 1 2 3 4 10 15 10 Рис. 6 3б .Случай а): Отсчёт производят следующим образом: по шкале (3б) – 4 мм плюс отсчёт по шкале (4) барабана 12 делений, умноженных на цену деления шкалы барабана 0,01 мм. Следовательно, длина L=4 мм+12 0,01 мм =4,12 мм. Случай б): Отсчет по шкале (3б) – 4 мм, отсчет по шкале (3а) –0,5 мм, отсчет по шкале (4) барабана 12 0,01=0,12 мм. Длина L=4+0,5+0,12=4,62 мм. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ I. ИЗМЕРЕНИЕ ЛИНЕЙНЫХ РАЗМЕРОВ ПАРАЛЛЕЛЕПИПЕДА 1. Проверить исправность штангенциркуля. Проверяют исправность штангенциркуля при сдвинутых щеках по совпадению нулевой отметки нониуса с нулевой отметкой шкалы. 2. Штангенциркулем измерить длину (а), ширину (b) и высоту (с) параллелепипеда и занести в таблицу 1. Замеры произвести 5 раз в различных местах тела. 8 Таблица 1 аi (мм) a (мм) № ai (мм2) 2 bi (мм) b (мм) bi (мм2) 2 с (мм) ci (мм) ci2 (мм2) 1 2 3 4 5 среднее значение ai a~ ai ; ~ Примечание: bi a~ bi ; где a~ ,b , ~ c – средние значения измеряемой c a~ c ; i i величины a,b,c. ~ ~~ 3. Найти среднее значение каждой измеряемой величины a , b , c . ~ ~ ~ ~ 4. Найти объем параллелепипеда Vп a b c II. ИЗМЕРЕНИЕ ЛИНЕЙНЫХ РАЗМЕРОВ ЦИЛИНДРА 1. Проверить исправность микрометра. Вращаем микрометрический винт за трещотку до первого щелчка. Прибор исправен, если нулевые отметки на шкале 3б и барабане (4) совпадают. 2. Микрометром измерить три раза диаметр D и высоту h цилиндра и занести в таблицу 2. Таблица 2 № D (мм) Di (мм) Di2 h (мм) (мм2) hi (мм) hi2 (мм2) 1 2 3 среднее значение ~ Di D Di ; ~ ~ Примечание: ,где D , h – средние значения D,h. ~ hi h hi ~ ~ 3. Найти среднее арифметическое значение диаметра D и высоты h . ~ ~ D 2 ~ h 4. Найти объем цилиндра Vц 4 9 ПОДСЧЕТ ПОГРЕШНОСТИ 1. Найти среднеквадратичную ошибку среднего арифметического ~ величины a по формуле: ( a~ a1 )2 ( a~ a2 )2 ( a~ a3 )2 ( a~ a4 )2 ( a~ a5 )2 ~ a~ 5 4 2. Найти случайную погрешность величины a~ по формуле: ~ ~ , где 2,78 – коэффициент Стьюдента для n=5; =0,95. a~сл 2,78 a ~: 3. Найти ошибку однократного измерения величины a la– параметр равномерного распределения для а~ои 0,95la , штангенциркуля равен точности нониуса. 2 4. Найти общую ошибку величины a~ : a~ a~cл2 a~ои . ~ 5. Аналогично найти ошибки измерений для ширины b и высоты ~ c , согласно пунктам 1, 2, 3, 4. 6. Найти относительную и абсолютную ошибки определяемого значения объема параллелепипеда. ~ ~ 2 ~ 2 ~ 2 ~ ~ a c Vп b Vп Vп . ~ ~ ~ ~ , Vп a c b ~ ~ 7. Округлить Vп до первой значащей цифры, а значение Vп до того разряда, в котором находится эта значащая цифра абсолютной ~ ~ погрешности. Ответ записать в виде: Vп ( Vп Vп ) мм3 с надежностью 0,95. 8. Найти ошибки измерений высоты и диаметра цилиндра, согласно пунктам 1, 2, 3, 4, учитывая, что для трех измерений коэффициент Стьюдента равен 4,3 и параметр равномерного распределения для микрометра l=0,01 мм равен точности микрометра. 9. Найти относительную и абсолютную ошибки определяемого значения объема цилиндра: ~ ~ 2 ~ 2 Vц 2D h ~ ~ Vц Vц . ~ ~ ~ ; Vц D h ~ ~ 10. Округлить значение Vц и Vц согласно правилам и записать ответ ~ ~ в виде Vц Vц Vц мм3 с надежностью 0,95. 10 КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Что такое нониус? Какие нониусы бывают и зачем они нужны? 2. Как устроен штангенциркуль? 3. Как зависит погрешность измерений от точности прибора? 4. Как устроен микрометр? 5. При измерении штангенциркулем длины как нужно производить измерения, чтобы уменьшить случайную погрешность. 6. Какие виды измерений существуют и как они классифицируются? 7. Какие виды погрешностей существуют и как они учитываются? 8. Какие методы определения погрешностей Вы знаете? 9. Какие погрешности Вами были учтены при выполнении лабораторной работы, а какие не учтены? Почему? 10.Как правильно записать результат измерений с учетом погрешности измерений? 11 Учебное издание ОПРЕДЕЛЕНИЕ ЛИНЕЙНЫХ ВЕЛИЧИН И УГЛОВ Методические указания к выполнению лабораторной работы М-00 Составители: Надежда Степановна Кравченко Нина Ивановна Гаврилина Владимир Федорович Пичугин Отпечатано в Издательстве ТПУ в полном соответствии с качеством предоставленного оригинал-макета Подписано к печати _____ ___ 2012. Формат 60х84/16. Бумага «Снегурочка». Печать XEROX. Усл.печ.л. 9,01. Уч.-изд.л. 8,16. Заказ . Тираж ____ экз. Национальный исследовательский Томский политехнический университет Система менеджмента качества Томского политехнического университета сертифицирована NATIONAL QUALITY ASSURANCE по стандарту ISO 9001:2008 . 634050, г. Томск, пр. Ленина, 30 Тел./факс: 8(3822)56-35-35, www.tpu.ru 12