Физические основы лазерной резки металлов
реклама

Федеральное агентство по образованию
Московский инженернофизический институт
(государственный университет)
Кафедра лазерной физики
Лазерный центр МИФИ
В.Н. Петровский, А.П. Менушенков
Лабораторная работа
"Физические основы лазерной резки металлов"
Москва2005
УДК 621.961 (075)
ББК 34.58я7
П30
Петровский В.Н., Менушенков А.П. Лабораторная работа «Физические
основы лазерной резки металлов»: Уч. пособие. М.: МИФИ, 2005. − 22 с.
Рассмотрены физические основы процесса резки металлов излучением
импульсного Nd−YAG лазера с регулируемой длительностью и частотой
следования импульсов, а также временным профилированием импульсов
излучения. В описание работы включены основные теоретические положения
взаимодействия лазерного излучения с металлами, приведены основные
принципы выбора энергетических и оптических параметров установки для
лазерной резки.
Предназначена для студентов, специализирующихся в области лазерной
физики, изучающих курсы «Квантовая радиофизика», «Лазеры и их
применение», «Лазерная технология».
Рецензент: к.ф.-м.н. Маслов В.А.
Рекомендовано к изданию
редсоветом МИФИ в качестве
учебного пособия
@ Московский инженерно-физический институт
(государственный университет), 2005
Редактор
ЛП №020676 от 09.12.1997 г.
Подписано в печать 5.10.2005 Формат 60х84 1/16
Объем п.л. 2,0.Уч.-изд.л 2,0. Тираж 100 экз.
Изд. №017-1. Заказ №
Московский инженерно-физический институт (государственный университет).
Типография МИФИ. 115409, Москва, Каширское ш., 31.
2
Цель работы − ознакомление с физическими процессами при лазерной резке
металлов, элементами технологического оборудования для лазерной резки
металлов.
Теоретическая часть
Наиболее распространенным технологическим процессом в машиностроении
является резка.
В промышленности получил распространение ряд процессов разделения
материалов, основанных на электрохимическом, электрофизическом и
физикохимических воздействиях. Ацетиленокислородная резка, плазменная
резка, проникающей дугой и другие физикохимические методы разделения
обеспечивают повышение производительности по сравнению с механическими
методами, но не обеспечивают высокой точности и чистоты поверхностей реза и
требуют в большинстве случаев последующей механической обработки.
Возникает насущная необходимость в разработке и освоении методов резки
современных конструкционных материалов, сочетающих высокие показатели как
по производительности процесса, так и по точности и качеству поверхностей
реза. К числу таких перспективных процессов разделения материалов следует
отнести лазерную резку металлов.
Сфокусированное лазерное излучение, обеспечивая высокую концентрацию
энергии, позволяет разделять практически любые металлы и сплавы независимо
от их теплофизических свойств. При этом можно получить узкие разрезы с
минимальной зоной термического влияния (ЗТВ). При лазерной резке
отсутствует механическое воздействие на обрабатываемый материал и возникают
минимальные деформации как временные в процессе резки, так и остаточные
после полного остывания. Вследствие этого можно осуществлять лазерную резку
с высокой степенью точности, в том числе и легкодеформируемых и нежестких
деталей. Благодаря большой плотности мощности лазерного излучения
обеспечивается высокая производительность процесса в сочетании с высоким
качеством реза.
1. Физические процессы при лазерной резке металлов
Воздействие лазерного излучения на металлы при резке характеризуется
общими положениями, связанными с поглощением и отражением излучения,
распространением поглощенной энергии по объему материала за счет
теплопроводности и др., а также специфическими для процесса резки
особенностями.
Лазерное излучение нагревает, плавит и испаряет материал по линии
предполагаемого реза, а поток вспомогательного газа удаляет продукты
разрушения. Газовый поток не только транспортирует продукты разрушения.
При использовании кислорода или воздуха при резке металлов на поверхности
разрушения образуется оксидная пленка, повышающая поглощательную
способность материала, а в результате экзотермической реакции выделяется
достаточно большое количество теплоты.
На участке воздействия излучения металл нагревается до первой
температуры разрушения плавления. При дальнейшем поглощении излучения
металл расплавляется и от участка воздействия излучения в объем материала
3
начинает перемещаться фазовая граница плавления. Наряду с этим
энергетическое воздействие лазерного излучения приводит к последующему
повышению температуры, достигающей второй температуры разрушения −
кипения, когда имеет место активное испарение. Скорость испарения
экспоненциально зависит от температуры и максимального своего значения
достигает при стационарной температуре испарения, когда скорости фазовых
границ плавления и испарения одинаковы.
В зависимости от плотности мощности лазерного излучения количество
расплавленного металла, стационарная температура, скорость плавления и
испарения будут различными. Указанные параметры характеризуют процесс
разрушения, и, следовательно, изменяя плотность мощности и время воздействия
лазерного излучения на металлы, можно управлять этим процессом.
Значительное влияние на интенсивность процессов нагрева и разрушения
также оказывает поглощательная способность металлов, зависящая от
температуры поверхности, длины волны, поляризации и угла падения излучения
на обрабатываемую поверхность. Поглощенная энергия лазерного излучения
зависит от параметров парогазовой плазмы, возникающей в процессе резки как
при непрерывном, так и при импульснопериодическом режимах лазерного
излучения.
Таким образом, при воздействии лазерного излучения на металлы
возможны два механизма резки плавление и испарение. Поверхность
разрушения, так называемый канал реза, существует по всей толщине в процессе
резки и перемещается со средней скоростью в направлении резки.
Практическое использование разрушения металлов посредством
механизма испарения затруднено в связи с достаточно высокими удельными
энергозатратами.
Заметное
снижение
энергозатрат
достигается
использованием
вспомогательного газа для удаления продуктов разрушения металла из канала
реза. Перемещение жидкой ванны расплава осуществляется в основном по
толщине материала, то есть вдоль канала реза с помощью динамического
воздействия газа, превышающего вязкокапиллярную силу.
2. Особенности
излучением
лазерной
резки
металлов
импульснопериодическим
Широкие возможности лазерной резки металлов открывает применение
импульснопериодического лазерного излучения. Использование такого
излучения при резке позволяет снизить необходимые средние мощности лазера и
вносит специфические особенности в процесс резки. Температура поверхности
жидкой ванны, образованной в результате действия очередного импульса, может
быть ниже температуры кипения металла. Расплавленный металл перемещается
вдоль канала реза в результате действия газодинамической силы. Если при
воздействии импульса излучения температура поверхности жидкой ванны
превышает температуру кипения металла, то на расплавленный металл
дополнительно действует механический импульс отдачи паров или плазмы,
ускоряющий перемещение жидкой ванны вдоль канала реза. Образование и
удаление жидкой ванны из канала реза может происходить как за время
длительности импульса лазерного излучения, так и в паузе между импульсами.
В зависимости от соотношения толщины разрезаемого металла,
энергетических характеристик излучения и скорости резки возможны две схемы
4
формообразования реза по глубине материала. Первая схема имеет место при
обработке тонкого листового металла, когда каждый очередной импульс образует
в материале элементарное отверстие. При этом в процессе разрушения участвует
только часть сфокусированного лазерного пучка, определяемая шагом обработки
s* или коэффициентом перекрытия элементарных отверстий (кп):
кп = (2rэ s*)/2rэ,
где rэ входной радиус элементарного отверстия. Следовательно, чем меньше
значение кп, тем большая часть светового пятна попадает на металл и участвует в
разрушении. В пределе, когда кп = 0 (то есть. s* = 2rэ), пятно сфокусированного
лазерного излучения полностью участвует в формообразовании реза.
Очевидно, что при дальнейшем увеличении шага обработки s* рез
образовываться не будет, а на металле, появятся лишь отдельные отверстия.
Вторая схема имеет место при обработке деталей больших толщин (рис.1).
2rf
vp
s*
h
H
h
h
h
Рис.1. Образование реза при обработке детали большой
толщины импульсно-периодическим излучением
Образование реза при этом происходит следующим образом. После
перемещения лазерного луча в направлении резки на величину шага обработки s*
передний край светового пятна, попадая на верхнюю кромку детали, образует
очередное элементарное отверстие. В то же время остальная часть
сфокусированного лазерного пучка участвует в дальнейшем углублении ранее
образованных элементарных отверстий, что вызывает появление ступенчатой
поверхности разрушения. При этом полная глубина получаемого реза будет
зависеть от количества импульсов, подводимых в каждое элементарное отверстие
в процессе движения лазерного луча. Количество импульсов nи зависит от шага
обработки s*, а следовательно, от скорости резки vр:
nи = [(rf + rэ)/s*] + 1,
где rf радиус пятна сфокусированного лазерного излучения.
5
(1)
Поскольку в основе процесса импульсной лазерной резки материалов
лежит процесс образования отверстий, для описания расчетных закономерностей,
связывающих размерные параметры резов с основными технологическими
факторами, за основу можно выбрать феноменологическую модель образования
отверстий под действием лазерного излучения [5].Согласно этой модели с учетом
выражения (1) соотношения для нахождения глубины и ширины реза при
использовании импульсного лазерного излучения имеют вид:
3
3Wu
rf
h3
1 к tg 2
tg
n
2
2L u
b 2rэ 2
3
3W tg
u
2
r
Lu ,
3
f
rf
tg
2
,
(2)
(3)
где Wи энергия излучения в импульсе; Lи удельная энергия испарения
вещества; половинный угол раствора светового конуса.
Как следует из формул (2) и (3), основными технологическими факторами,
оказывающими влияние на процесс импульсно−периодической резки, являются
энергия излучения в импульсе Wи, скорость обработки vр, которая определяет
коэффициент перекрытия кп, и фокусное расстояние оптической системы f, от
которого зависит величина tg, характеризующая ход каустики за фокальной
плоскостью оптической системы.
Расчетная модель достаточно хорошо описывает рост глубины реза, на
которую наибольшее влияние оказывает энергия излучения и скорость
обработки: глубина реза возрастает с увеличением энергии в импульсе и
уменьшением скорости резки.
Глубина реза не может расти беспредельно при увеличении энергии в
импульсе и уменьшении скорости обработки. Важным фактором,
ограничивающим глубину прорезания, является также расфокусировка светового
пучка за фокальной плоскостью, в результате чего плотность лазерной энергии
уменьшается с ростом реза вглубь. При уменьшении этой плотности до
некоторого значения Qпор дальнейший рост реза вглубь прекращается.
3. Параметры и показатели процесса лазерной резки
Для процесса лазерной резки можно выделить основные факторы,
определяющие качество процесса резки. Среди них: плотность мощности и
мощность лазерного излучения, скорость резки, размеры и конфигурация сопла
для подачи газа, расстояние от среза сопла до поверхности материала,
поглощательная способность поверхности материала, вид, состав и свойства
разрезаемых материалов. Плотность подводимой в зону обработки мощности
зависит, в свою очередь, от мощности лазерного излучения, его модового
состава, поляризации и условий формирования (фокусного расстояния линз,
величины и направления расфокусировки).
6
Качество реза определяют следующие показатели (рис.2): точность,
шероховатость Rz , неперпендикулярность (клиновидность) j, протяженность
зоны термического влияния, ширина реза b, количество грата (наплывы на
нижней кромке разрезаемого металла).
Газ
bb
R
Rz
j
bn
Рис.2. Параметры реза
Точность резки характеризуется совпадением размеров вырезанной детали
с заданными размерами.
Наиболее существенными факторами, влияющими на характеристики
резов, являются энергетические параметры процесса, к которым относятся
мощность и плотность мощности. В силу того, что тепловложение в материал
зависит и от скорости резки, этот параметр также целесообразно рассматривать в
совокупности с энергетическими.
Важным фактором, определяющим как характер протекания процесса
резки металлов, так и размерные характеристики резов, являются плотность
мощности Ef в зоне воздействия лазерного излучения на материал. Этот параметр
− комплексная величина и зависит не только от мощности лазерного излучения,
но и от условий его фокусировки, модового состава луча, его расходимости,
диаметра пучка на выходе из резонатора и других факторов.
Ширина реза снижается с уменьшением диаметра пятна фокусировки df
во всех группах материалов. Ширина реза зависит и от теплопроводности
материала.
Наряду с плотностью мощности важным технологическим фактором, во
многом определяющим размерные параметры обработки, является скорость
резки. Однако варьирование скорости обработки имеет ограничения.
Для нержавеющих сталей, титановых и алюминиевых сплавов нижний
предел допустимой скорости резки соответствует резкому ухудшению качества
поверхности реза. Такие явления особенно характерны при скоростях обработки,
7
лежащих ниже 0,3 – 0,5 м/мин. Слишком же высоким скоростям резки
соответствует резкое снижение толщины разрезаемых деталей, поэтому обычно
скорости резки не превышают 6 – 8 м/мин.
Эффективность процесса резки, как это видно из (2) зависит также от
удельной энергии плавления металла Lпл. Для легкоплавких металлов удельная
энергия плавления мала. Для алюминия она в 3 раза меньше, чем для железа.
Однако алюминий режется лазерным лучом примерно с такой же
эффективностью, как сталь. Видимо, это определяется небольшой по сравнению
с железом поглощательной способностью алюминия. Отрицательное действие
оказывает также высокая теплопроводность этого материала.
4. Влияние оптических параметров на процесс лазерной резки
Оптические параметры, характеризующие технологический процесс
лазерной резки, делятся на параметры: лазерной установки, фокусирующей
системы и материала.
Параметры установки: диаметр луча на выходе из резонатора лазера,
расходимость лазерного пучка, степень поляризации излучения, модовый состав
излучения ТЕМmn (форма распределения плотности мощности по сечению пучка).
Параметры фокусирующей системы: фокусное расстояние f, диаметр
пятна фокусировки df , угол схождения лучей после фокусирующей системы,
глубина фокуса (длина перетяжки) zf , величина и направление осевого смещения
фокальной плоскости фокусирующей системы относительно поверхности
разрезаемой детали f.
Параметры материала: отражательная способность, зависящая от
природы материала, состояния его поверхности.
Оптические параметры установки и фокусирующей системы во многом
взаимосвязаны, так как ими определяется диаметр пятна фокусировки, в свою
очередь определяющий совместно с мощностью плотность мощности лазерного
излучения. В случае лазерной резки необходима острая фокусировка, однако для
любой оптической системы существует конечный предел степени фокусировки,
который называется дифракционным и определяет минимальную площадь
фокусируемого пятна, следовательно, максимально достижимую плотность
мощности.
При выборе систем фокусировки необходимо решать проблемы,
связанные с модовой структурой и геометрией сфокусированного пучка
относительно поверхности обрабатываемого материала.
Пятно минимальных размеров можно получить при фокусировке пучков, в
которых распределение интенсивности по сечению подчиняется закону Гаусса.
Особенность гауссовых пучков состоит в том, что относительное распределение
интенсивности по сечению остается неизменным как в ближней (на расстоянии
от перетяжки внутри оптического резонатора лазера zrп2/, rп – радиус
перетяжки внутри резонатора), так и в дальней (zrп2/) зоне. Кроме того, в
гауссовых пучках фаза излучения одинакова во всех точках поперечного сечения
(однофазные пучки).
Расходимость лазерного пучка зависит прежде всего от параметров
оптического резонатора лазера: радиуса кривизны зеркал и от расстояния между
зеркалами. В дальней зоне (zrп2/) расходимость для моды ТЕМ00
определяется выражением:
8
rп.
(4)
Как видно из (4), расходимость пучка может быть уменьшена за счет его
расширения с помощью оптической системы. При этом расходимость лазерного
излучения обычно пропорциональна увеличению использованного телескопа:
mrmnrn,
(5)
где m n − расходимость излучения соответственно на входе и выходе из
телескопа; rm, rn − радиус пучка соответственно на входе и на выходе из
телескопа.
Фокусировка пучка ТЕМоо с помощью идеальной линзы, расположенной
на расстоянии l 0 от перетяжки пучка в резонаторе rn , для l 0 f дает
минимальный диаметр пучка 2rf (диаметр перетяжки при фокусировке),
определяемый по выражению
2
1
1 l
1
,
2 1 0
2
f
rf
rn
f2
(6)
где f − фокусное расстояние линзы; расходимость сфокусированного пучка.
Диаметр сфокусированного излучения уменьшается при увеличении
расстояния l 0 от линзы до перетяжки пучка в резонаторе лазера, а также при
уменьшении фокусного расстояния линзы и расходимости лазерного пучка.
Расстояние l f от линзы до перетяжки фокусируемого пучка определяется
как
f2
l f f l 0 f
.
(7)
2 2
l 0 f 2 rn
Расстояние l f обычно больше f, а диаметр пучка в фокальной плоскости
больше диаметра пучка в перетяжке 2rf . Однако, поскольку при малых разница
между l f и f невелика, на практике для определения диаметра сфокусированного
лазерного пучка ТЕМ00 можно пользоваться зависимостью
2rf = 2f = 2frn
(8)
Для пучков ТЕМ00 с небольшой расходимостью при определении
диаметра пучка в фокусе вместо радиуса перетяжки в резонаторе rп берется
радиус rл пучка перед фокусирующей линзой.
Другим
важным
параметром,
характеризующим
размеры
сфокусированного лазерного пучка, является глубина фокуса расстояние от
плоскости наименьшего размера пучка (плоскость перетяжки) до плоскости, на
которой происходит заданное увеличение диаметра пучка. Например, увеличение
диаметра пучка на 10% по сравнению с величиной 2rf в перетяжке соответствует
перемещению относительно перетяжки вдоль оси пучка на
z f 0,46 rf2 .
9
(9)
В соответствии с (8) для достижения минимальных размеров фокального
пятна необходимо использовать короткофокусные линзы.
Лазерный пучок, содержащий моды высшего порядка ТЕМmn (m или n 1),
может быть одномодовым или многомодовым. При генерации лазером
одновременно двух или более мод суммарное распределение поля в пучке будет
суммой полей отдельных мод. Такой пучок в отличие от пучка моды ТЕМ00
имеет сложную структуру и больший угол расходимости, что вызывает
увеличение диаметра пучка в фокусе.
Для плоскопараллельного оптического резонатора угол расходимости
прямо пропорционален порядку моды m:
r0m.
(10)
Для оптического резонатора со сферическими зеркалами принято считать,
что диаметр пучка на выходе лазера и угол расходимости пучка возрастает в
отношении (2m + 1)1/2 c увеличением порядка поперечной моды по сравнению с
величинами, полученными для моды ТЕМ00.
5. Технологические особенности лазерной резки металлов импульснопериодическим излучением
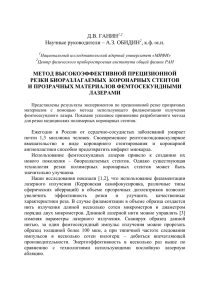
0.7
1.6
h
h, MM
bb, df, MM
При резке металлов импульсно-периодическим лазерным излучением
возникает ряд особенностей.
В связи с тем, что при возрастании фокусного расстояния линзы f глубина
области каустики увеличивается, большая глубина реза обеспечивается при
использовании длиннофокусных фокусирующих систем. Естественно, эта
закономерность будет справедлива до тех пор, пока плотность мощности не
начнет существенно уменьшаться при увеличении диаметра пятна за счет
возрастания фокусного расстояния (df f). При увеличении f более некоторой
критической величины происходит резкое снижение роста глубины реза, тогда
как его ширина монотонно возрастает (рис.3).
0.55
1.4
bb
0.4
1.2
0.25
1
0.1
0.8
df
0
20
40
60
80
100
f, MM
Рис.3. Кривые зависимости глубины, ширины реза и диаметра
пятна фокусировки от фокусного расстояния линзы
10
h, bb, MM
На этом же графике представлена зависимость изменения диаметра пятна
фокусировки с учетом угловой расходимости лазерного излучения от фокусного
расстояния. При возрастании f расхождение между значениями b и df снижается,
что связано с уменьшением плотности мощности и, следовательно, со снижением
теплового влияния лазерного источника за пределами пятна фокусировки.
Помимо рассмотренных технологических факторов важным параметром
является величина и направление смещения f поверхности металла
относительно фокальной плоскости фокусирующей системы.
На рис.4 приведены изменения значений глубины реза и ширины на
верхней кромке в зависимости от смещения f. Наибольшей глубине и
наименьшей ширине соответствуют различные положения детали относительно
каустики фокусируемого луча. Так, наибольшая глубина реза для
рассматриваемых условий обработки достигается при заглублении фокальной
плоскости внутрь образца примерно на 1 мм, тогда как минимальная ширина реза
получается при фокусировании излучения вблизи поверхности детали.
1.6
h
1.2
0.8
bb
0.4
0
-5
-2.5
0
2.5
f, MM
5
Рис.4. Кривые влияния степени расфокусировки на
глубину и ширину реза
Кроме того, глубина реза возрастает (однако менее интенсивно) при
уменьшении длительности импульса в результате некоторого повышения
плотности мощности лазерного излучения.
Таким образом, при необходимости получения наиболее глубоких резов
обработку следует проводить с применением длиннофокусных (до определенного
предела) линз на низких скоростях резки при высокой плотности лазерного
излучения (импульсами высокой энергии и малой длительности) и смещением
фокальной плоскости фокусируемого лазерного излучения внутрь разрезаемой
детали на 1-1,5 мм.
Общие закономерности для ширины реза таковы: ширина реза на верхней
кромке bв и нижней кромке bн металла возрастает с увеличением энергии
излучения, фокусного расстояния линзы и уменьшением длительности импульса.
На ширину реза верхней кромки bв наибольшее влияние оказывает энергия
излучения, тогда как на bн – фокусное расстояние f.
11
Изменение скорости резки не влияет на ширину реза bв. Вместе с тем
понижение скорости обработки ведет к заметному увеличению ширины реза на
нижней кромке, причем более интенсивно при повышении энергии излучения и
менее интенсивно при увеличении фокусного расстояния линзы.
Таким образом, наиболее узкие пазы и резы могут быть получены при
обработке с применением короткофокусных линз на низких плотностях
мощности. Уменьшение скорости резки при этом дает возможность получать
резы большой глубины и с меньшей непараллельностью кромок. В случае, когда
требуется достичь минимального отклонения стенок реза от параллельности,
обработку следует выполнять на малых скоростях с низкой плотностью
мощности, при использовании длиннофокусной оптики.
При формировании реза в результате наложения элементарных отверстий
друг на друга образуется неровность кромки реза, которая определяет величину
микронеровностей получаемого реза (рис.5).
Rz
S*/2
O1
rэ
O2
O3
S*
Рис. 5. Микрорельеф поверхности реза при резке
импульсно-периодическим лазерным излучением
Шероховатость поверхности реза можно оценить выражением
Rz = rэ{1 [1(1кп)2]1/2},
(11)
где кп – коэффициент перекрытия элементарных отверстий.
Наибольшее влияние на шероховатость оказывает скорость обработки.
Как видно из зависимости (11), шероховатость поверхности реза накладывает
определенные ограничения на производительность резки: для уменьшения
величины Rz следует уменьшать скорость обработки. Для уменьшения Rz c
повышением скорости резки необходимо повышать частоту следования
импульсов.
При резке тонколистовых материалов, когда сквозное элементарное
отверстие образуется при воздействии одного лазерного импульса,
микронеровности поверхности реза снижаются также при увеличении
длительности импульса и фокусного расстояния и при увеличении энергии
импульса, так как во всех случаях возрастает радиус элементарного отверстия rэ,
что в соответствии с (11) приводит к снижению Rz (при этом кп возрастает).
12
Таким образом, для получения качественных резов обработку следует
вести при малых скоростях резки так, чтобы коэффициент перекрытия
элементарных отверстий кп = 0,6 0,8.
Уменьшение шага обработки при резке тонколистового металла ведет к
снижению величины клиновидности реза j, причем при малых значениях энергии
в импульсе такая закономерность проявляется сильнее. Следовательно, при
необходимости получения резов с меньшим отклонением стенок от
параллельности в тонких пластинах резку следует проводить при малых
значениях шага обработки (кп = 0,6 0,8) и повышенных уровнях энергии
излучения.
Следует также учесть, что для импульснопериодического режима резки
металла, как и для резки непрерывным излучением, характерно образование для
ряда металлических материалов грата (наплывы на нижней кромке разрезаемого
металла). Образование грата происходит в результате смачивания поверхности
твердого металла удаляемыми из полости реза жидким металлом и его оксидами
за счет получения химических соединений, твердых и жидких растворов,
диффузионных процессов в поверхностном слое металла.
Наиболее существенно количество грата зависит от свойств рабочего газа
и ширины реза. Применение кислорода и кислородосодержащих смесей
позволяет резко уменьшить образование грата на кромках и повысить его
отделяемость. Положительное влияние кислорода на качество кромки
объясняется, вероятно, значительным уменьшением сил поверхностного
натяжения.
Большое влияние на параметры резки обрабатываемого металла оказывает
поглощательная способность его поверхности. Поглощение излучения
существенно зависит от микрогеометрии поверхности (шероховатости), наличия
оксидов, положения плоскости поляризации, длины волны излучения и
возможности образования поглощающей плазмы.
Для металлов характерно увеличение поглощательной способности с
уменьшением длины волны. Поэтому предпочтительна резка металлов
излучением с меньшей длиной волны при одинаковых энергетических
параметрах.
Практическая часть
6. Описание лабораторной установки
Лабораторная работа посвящена ознакомлению с промышленной лазерной
технологической установкой МЛ41, предназначенной для прецизионной
размерной обработки тонких металлических (сталь и нержавеющая сталь,
алюминий, титан и другие цветные или тугоплавкие металлы и сплавы) и
неметаллических материалов (поликор, многие виды керамики, ситаллы, сапфир
и др.) с помощью излучения импульсного Nd:YAG лазера.
Обрабатываемое изделие размещается на рабочем основании XY
координатного стола и перемещается относительно неподвижного светового
пятна излучения в XY плоскости. Силовой объектив перемещается в
вертикальном Z-направлении с помощью аналогичного координатного привода.
Для контроля за зоной обработки в оптическую систему встроена ТВкамера и
установлен ТВмонитор визуального наблюдения.
13
Предусмотрена автоматизированная подача воздуха, режущего или инертного
газа через сопло в зону обработки, что обеспечивает защиту фокусирующей
оптики и улучшает качество обработки.
Энергия, частота повторения и длительность импульса излучения варьируется в
широких пределах, что обеспечивает выбор необходимых режимов и
оптимизацию качества обработки.
Установка управляется от IBM PC совместимого компьютера. Программное
обеспечение (ПО) позволяет осуществлять загрузку, обработку и выполнение
файлов заданий (чертеж обработки + технологические параметры для лазера и
координатных столов). ПО позволяет настроить и сохранить технологические
параметры задания, осуществляет контроль и самодиагностику системы в
процессе работы.
Управляющие чертежи задания могут быть импортированы в виде HPGL
совместимых файлов (plt) или файлов dxf из любых графических редакторов
(CADсистемы, CorelDraw, Компасс и многие другие).
6.1. Состав, устройство и компоновка установки
Установка лазерная МЛ41 состоит из следующих основных узлов и блоков:
каркас стойки питания и управления; каркас опорный (для рабочей камеры и
координатного стола); рабочая камера с загрузочным окном; координатная XYZ
система; лазерный излучатель; оптическая система с ТВ-каналом и ТВмонитором; система охлаждения; импульсный блок питания лазера; блок
управления шаговыми двигателями; блоки коммутации и управления установкой
БК4-1 и БУ4-1; компьютер управляющий в конфигурации МЛ-4;
вспомогательные системы: освещение, газовые и пневмосистемы.
Рис. 6. Внешний вид лабораторной установки.
Опорный каркас предназначен для установки излучателя, оптической
системы, XYZ координатной системы и панелей защитной рабочей камеры. На
каркасе также закреплен кронштейн для установки мониторов.
Рабочая камера предназначена для защиты персонала от лазерного
излучения. Внутри камеры устанавливаются системы освещения, штуцер
системы дымоудаления и элементы газовой и пневмосистем.
14
Каркас стойки питания и управления предназначен для установки блоков
питания, охлаждения и управления. В стойке питания и охлаждения установлены
(справа, сверху вниз) зарядный модуль PU 730 и блок охлаждения СО-6000Т. В
левой части стойки установлены блок коммутации БК4-1, блок управления БУ4-1
и управляющий компьютер.
Лазерный излучатель устанавливается на 4 регулируемые опорные
площадки на верхней балке. Крепление излучателя позволяет в небольших
пределах регулировать высоту и угол его установки.
Оптическая система с силовой оптикой, телевизионным каналом
наблюдения и приводом по оси Z крепится к верхней горизонтальной балке
опорного каркаса.
Блок питания лазера выполнен в виде двух PS 730 стандартных 19”
модулей высотой 6 U. На передних панелях модулей расположены элементы
индикации и управления.
Унифицированная
термостабилизационная
система
охлаждения
СО6000Т устанавливается в нижний отсек стойки питания и управления и
соединяется с излучателем и системой оборотной воды гибкими шлангами.
Система охлаждения выполнена по двухконтурной схеме с теплообменником
типа "водавода".
Блок коммутации БК41 и блок управления БУ41 предназначены для
управления электропитанием и основными и вспомогательными системами
установки. Блоки устанавливаются в верхний левый отсек стойки питания и
управления. На переднюю панель выведены (сверху вниз) блокировочный ключ,
кнопки и индикаторы включения электропитания и аварийного отключения
машины, пульт управления блоком питания лазера, кнопки ручного управления
приводами координатной системы и кнопки включения освещения и систем
вспомогательных газов.
Компьютер управляющий (IBM PC совместимый) в конфигурации МЛ4
установлен в нижнем левом отсеке стойки питания и управления. В компьютер
кроме стандартного аппаратного обеспечения устанавливаются дополнительные
контроллеры и устройства сопряжения с оборудованием (УСО).
6.2. Основные технические данные и характеристики установки.
Технические параметры координатных столов и настроек
Рабочий ход (наибольшее перемещение приводов),
по осям XYZ, мм
Точность позиционирования по осям XYZ, мкм
Дискретность перемещения по координатам:
по осям XY, мкм
по оси Z, мкм
Скорости движения столов по осям XYZ, мм/с
Максимальные размеры устанавливаемых деталей:
Детали, обрабатываемые на XY столе, (мм х мм х мм)
или
диаметр, мм
длина, мм
15
300х300х100
40
не хуже 5
не хуже 5
0,02 − 15
400х300х100
300
300
Параметры оптической системы
Фокусное расстояние объективов, мм
Рабочий диапазон длин волн объективов, мкм
Размер пятна излучения в зоне обработки, мкм
100
1,064; 0,520
100
Параметры лазера.
Длина волны излучения, мкм
Частота следования импульсов излучения, Гц
Длительность импульса регулируемая, мкс
Максимальная средняя мощность излучения, Вт
Максимальная энергия в импульсе, Дж
Максимально допустимый ток накачки, А
1,064
1 − 200
0,3 − 20
150
25
не более 510
Программное обеспечение реализует:
загрузку и обработку файловзаданий; синхронное управление приводами столов
и источником питания лазера; визуальное отслеживание процесса резки на экране
ТВмонитора; интерактивную установку технологических параметров;
управление, контроль и диагностику в процессе обработки.
Система охлаждения: термостабилизированная СО6000Т, двухконтурная с
теплообменником типа "водавода" и охлаждением вторичного контура
технической или водопроводной водой и безнапорным сливом:
Производительность первичного контура, л/мин
не менее 20
Расход водопроводной воды, л/мин
не более 10
Требования по лазерной безопасности при работе и пуско-наладке.
Установка снабжена рабочей камерой и системой блокировки, обеспечивающей 1
класс лазерной опасности при работе оператора в штатном режиме (допускается
работа без средств защиты); при проведении ремонтноналадочных работ при
снятых защитных кожухах машина относится к IV классу. Работа наладчиков
только в защитных очках со стеклами СЗС22.
6.3. Органы управления установкой и работа основных систем и блоков
С точки зрения пользователя в установке можно выделить три основные
подсистемы: лазерную систему; координатную систему; управляющую систему
на базе компьютера.
Лазерная система обеспечивает требуемые энергетические и
пространственные
параметры
обрабатывающего
излучения,
заданные
требованиями технологии.
Координатная
система
обеспечивает
заданное
перемещение
сфокусированного пучка излучения по детали (или самой детали под
неподвижным пятном) по заданной траектории (чертежу) и с заданной скоростью
и в заданной последовательности.
Слово "заданные" здесь означает, что в управляющем компьютере
установки имеется заранее подготовленный управляющий файл задание в
соответствии и под управлением которого осуществляется обработка изделия
(например, лазерная резка, сварка, маркировка и так далее.).
16
Файл задание в соответствии с вышеизложенным состоит как минимум из
двух основных частей: технологической таблицы задаваемых режимов
обработки, (то есть параметров для лазерной системы и для скорости
перемещения координатных столов и так далее.); чертежа, определяющего путь
и последовательность обработки фрагментов детали, по которому координатная
система будет перемещать деталь.
В процессе работы оператор может произвольно изменять
технологические параметры, запоминать текущие параметры и чертеж или
загружать ранее сохраненный файл задание из памяти управляющего
компьютера.
При выполнении выбранного файла задания в "автоматическом" режиме
управляющий компьютер с помощью координатной системы перемещает деталь
по заданной траектории, синхронно включает и выключает лазер с требуемыми
энергетическими
параметрами,
а
также
управляет
несколькими
вспомогательными системами установки (например, автоматическое включение
заданных пневмоклапанов перед началом обработки; опережающее перекрытие
(управление) заслонки ТВкамеры при каждом выстреле; заданную временную
корректировку параметров излучения для обеспечения "мягкого" входа/выхода
при резке и так далее.).
В "ручном" режиме с пультов управления оператор может включить или
выключить лазер с необходимыми параметрами, перемещать столы
координатной системы с помощью кнопок ручного перемещения, включать
освещение, открывать клапаны пневмо и газовых каналов поддува и так далее.
Расположение основных блоков установки приведены на рис. 7.
6.4. Управление установкой
Общее ручное управление системами установки осуществляется с пульта
управления, расположенного в верхней левой части стойки питания и
управления. Конструктивно пульт выполнен в виде передней панели блока
коммутации БК41 и блока управления БУ41.
Внешний вид пульта управления показан на рис.8. Пульт управления
предназначен для включения электропитания установки, ручного управления
лазером в режимах наладки и тестирования, ручного управления приводом
координатной системы, а также для управления освещением и электроклапанами
пневмосистемы.
В соответствии с этим кнопки и индикаторы разбиты на четыре
функционально самостоятельные зоны: панель включения и контроля
электропитания (Блок БК41); панель ручного управления блоком питания лазера
(Блок БУ41); панель управления приводами и панель управления газовой
системой и освещением (нижняя часть панели БУ41).
17
9
1
10
11
12
2
13
14
БЛОК ЗАРЯДНЫЙ DU 730
A
A
B
ВКЛ
C
АВАРИЯ
B
C
ОТКЛ
СЕТЬ
15
БЛОКИРОВКА 1
БЛОКИРОВКА 2
1
2
3
ПУСК / СТОП
4
5
6
МЕСТН / ДИСТ
7
8
9
0
ВВ ОД
ЭМ3
БЛОК РАЗРЯДНЫЙ DU 730
ПИТАНИЕ
ДЕЖ . ДУ ГА
*
ВОЗДУХ АРГ ОН
ПЕРЕГРЕВ
*
ГАЗ
ОСВЕЩЕНИЕ
ОШИБКА
ПОДСВЕТКА
УПРАВЛЕНИЕ
16
ИПАОЗ - 4 - 1
ЧАСТОТАМ ОДУЛЯЦИИ КГ Ц
БЛОК РАЗРЯДНЫЙ DU 730
УПРАВЛЕНИЕ
ВЧ
3
ПИТАНИЕ
РАССОГ ЛАС.
ДЕЖ . ДУ ГА
РУЧНОЕ
СЕТЬ
ВКЛ
УПРАВЛЕНИЕ
ПЕРЕГРЕВ
ВЧ
ВКЛ
ВКЛ
ОТКЛ
ОТКЛ
ОШИБКА
КОНТРОЛЬ
4
17
УПРАВЛЕНИЕ
5
СО - 6000 Т
6
+
- *
С
ТЕМП ЕРАТУРА ,
ГОТОВ
КЛАПАН1
18
КЛАПАН2
7
8
20
19
21
Рис. 3. Расположение основных блоков машины МЛ4
Рис.7. Расположение основных блоков лабораторной установки:
A
B
C
АВАРИЯ
1. Монитор
1 − монитор; 2 − рабочая камера; 3 − стол
2. Рабочая камера
координатный X−Y; 4 − столешница с опорной плитой;
3. Стол координатный X-Y
− столик с клавиатурой и мышью; 6 − опорный
4. Столешница с опорной5 плитой
каркас;
7 − блок управления приводами БУШД; 8 −
5. Столик с клавиатурой и
“мышью”
6. Опорный каркас
система подачи газов и воздуха; 9 − оптическая
7. Блок управления приводами
БУШД
система;
10 − механизм ручной фокусировки по Z; 11 −
8. Система подачи газов и воздуха
лазерный
излучатель; 12 − пульт управления; 13 −
9. Оптическая система
стойка
с
блоками
питания, охлаждения и управления; 14
10. Механизм ручной фокусировки по Z
11. Л азерный излучатель −
LHзарядный
. 106 . 111модуль блока питания; 15, 16 − разрядный
12. Пульт управления
модуль блока питания; 17 − система охлаждения; 18 −
13. Стойка с блоками питания
, охлаждения кабели
и управления
2
3
соединительные
и шланги; 19 − системный1 блок
14. Зарядный модуль блока питания ( PU 730 )
компьютера;
20
−
педаль;
21
−
блок
ИПАОЗ.
4
5
6
15,16. Разрядный модуль блока питания ( DU 730 )
17. Система охлаждения 12000Т
7
8
9
18. Соединительные кабеля и шланги
0
19. Компьютер МЛ4
20. Педаль
21. Блок ИПАОЗ (опция)
ВКЛ
ОТКЛ
БЛОКИРОВКА 1
БЛОКИРОВКА 2
ПУСК / СТОП
МЕСТН / ДИСТ
ЭМ3
ВВОД
*
ВОЗДУХ
18
АРГОН
*
ГАЗ
ОСВЕЩЕНИЕ
ПОДСВЕТКА
В верхней части пульта БК41 в зоне "Сеть" панели расположены (слева
направо): съемный ключ блокировки включения электропитания, три кнопки
управления электропитанием установки, обозначенные соответственно "Вкл",
"Откл" и "Авария", а также индикаторы наличия фаз, обозначенные "А", "В" и
"С".
Рис.8. Пульт управления установкой (панели управления БК41 и БУ41)
В центральной части пульта БУ41 расположена панель управления лазером и
блоком питания лазера.
В левой части этой панели расположен 4строчный индикатор состояния блока
питания, под ним 12кнопочное цифровое поле для ввода и установки
параметров работы блока и справа четыре кнопки управления режимом работы
лазера.
Верхние две копки "Мест/Дист" и "Одиночный" позволяют переключать
управление лазером от пульта или компьютера и подавать одиночный импульс.
Кнопка "Пуск/Стоп" позволяет в "Местном" режиме включить работу лазера с
установленными на индикаторе параметрами.
Нижняя копка "эмз" (электромагнитная заслонка) позволяет принудительно
открывать электромагнитную заслонку излучателя при настройке излучателя.
Два индикатора "Блокировка1" и "Блокировка2" указывают на состояние
блокировочных микропереключателей двух зон: зоны внешних блокировок
(включая микропереключатель защитной шторки рабочей камеры) и зоны
внутренних блокировок (включая микропереключатель под крышкой излучателя)
соответственно.
6.5. Оптическая схема
Оптическая схема установки включает два самостоятельных узла:
излучатель лазерный; оптическую систему (далее ОС) для формирования
выходного пятна.
19
Рис.9. Оптическая схема установки
В установке используется одноквантронный излучатель модели LH
106.111. Резонатор излучателя образован двумя зеркалами с многослойными
диэлектрическими отражающими покрытиями. "Глухое" зеркало 2 имеет
коэффициент пропускания менее 0,1 %. "Выходное" зеркало 3 плоское и имеет
коэффициент пропускания от 20 до 40 %. В зависимости от задачи и выбранной
схемы в резонатор могут устанавливаться зеркала как плоские (радиус кривизны r
), так и сферические (вогнутые или выпуклые), с радиусом кривизны от +400
до 3000 мм.
В излучателе лазера используется один одноламповый квантрон (типа
QFC.111.5000 c зеркальным позолоченным отражателем). В квантроне
установлен активный элемент 1 Nd:YAG 6,3х130 и лампа накачки ИНП6/120А.
На передней стенке излучателя установлен полупроводниковый лазерпилот 6 с
красным цветом излучения, который используется для юстировки излучателя и
оптической системы и поворотные зеркала 7 для заведения излучения
лазерпилота на оптическую ось излучателя.
Выходное излучение лазера подается на входной зрачок телескопического
расширителя 4 оптической системы. В зависимости от задачи (сварка или резка)
используются регулируемые телескопические расширители (телескопы) с
окуляром, обеспечивающим увеличение 2х или 3,5х.
Двуопорный кронштейн ОС закреплен сверху над координатным столом. На
кронштейне закреплены измеритель мощности 9, корпус ОС с установленными
на нем следующими узлами: узел телескопа, узел поворотного зеркала 8, узел
ТВканала визуального контроля 10, 11. В нижней части несущего кронштейна
закреплен механизм перемещения силового фокусирующего объектива 12.
20
6.6. Программное управление
При выполнении большинства задач обработки, управление установкой
осуществляется от встроенного компьютера.
Такой подход дает следующие преимущества:
Обеспечивается быстрая оптимизация технологических параметров за счет
программной настройки в широких пределах, с возможностью одновременного
использования разных технологий на одной детали без вмешательства оператора.
Обеспечивается качественное выполнение обработки, в том числе и по
сложным контурам.
Обеспечивается воспроизводимость за счет поддержания стабильных
технологических параметров и сохранения отлаженных технологий.
Реализуется возможность программной самодиагностики и контроля
оборудования.
При необходимости можно быстро получить нестандартное решение за
счет изменения или дополнения программы.
Описанные возможности реализуются за счет программного управления
машиной от стандартного IBMPC компьютера через специальные контроллеры:
управление координатными приводами через порты контроллера БУШД или
PCL839; управление оперативной заслонкой через порт PCL839; управление
ТВсистемой наблюдения через контролеры ТВввода; управление источником
питания лазера через порты RS-232C или RS485; управление автоматикой
установки через стандартные порты компьютера (LPTпорт, СОМпорты) или
порты ввода/вывода контроллера PCL839.
Требования к компьютеру: программа написана для компьютера,
программно и аппаратно совместимого с IBM PC AT; тип процессора не менее
Pentium II; объем ОЗУ не менее 64 МБ; объем видео не менее 4 МБ;
операционная система Windows 98.
7. Порядок включения и работы на установке
7.1. Проверить подключение установки к внешним коммуникациям
(электрическая сеть, оборотная вода, слив, сжатый воздух, вытяжная вентиляция,
заземление, вспомогательные газы). Включить необходимые коммуникации.
7.2. При выключенном ключе блока питания лазера включите электропитание
установки кнопкой "Сеть Вкл." на пульте управления.
7.3. Включите компьютер и запустите управляющую программу.
7.4. Проверьте, что при инициализации программы при движении координатных
столов в исходное положение отсутствуют препятствия в виде оснастки,
инструмента, выступающих элементов детали или низко опущенного сопла
силового объектива.
7.5. После успешной загрузки и инициализации программы выберите нужный
файл задания (чертежи) и режим работы приводов и лазера в меню "Технология".
7.6. Установите на стол пробный образец. При выключенных лазере и блоке
питания сделайте пробный прогон рабочего задания на образце нажав кнопку
F7 и ENTER. При необходимости скорректируйте параметры задания для
лазера и приводов. Включите блок питания, и настройте процесс резки на
пробных образцах.
7.7. При необходимости выведите приводы в крайнее левое переднее положение
21
кнопкой F3 и установите обрабатываемые детали.
7.8. Нажмите клавишу ENTER приводы уйдут в заданную точку HOME
POINT. Проверьте, что перекрестие визуального канала совпадает с отметкой на
детали.
7.9. После настройки технологии и установки образца в единичную или
групповую оснастку, закройте рабочую камеру и запустите задание, выбрав
пункт "Work" ("работа") или нажав 2 раза на клавишу ENTER. Наблюдайте за
процессом на экране монитора. При успешном окончании задачи приводы
останавливаются в точке HOME POINT и на экран выводится сообщение "Задача
Завершена" ("TASK COMPLETED"). Можно убрать сообщение, нажав клавишу
ENTER.
7.10. По окончании работы выключите блок питания лазера ключом, снимите
детали и оснастку с рабочего стола.
7.11. Выключите программу, нажав клавиши Alt+X или выберете пункт меню
"Выход" (EXIT). Приводы при этом уйдут в нулевое положение по всем осям.
Выключите электропитание привода. Выключите компьютер.
7.12.Отключите освещение и прочие кнопки на панели пульта управления.
Перекройте вентили подачи защитных газов. Отключите силовое питание, нажав
на красную кнопку "Выкл" ("OFF") пульта управления. Выключите ключ
блокировки включения электропитания.
8. Содержание работы
В данной работе вы ознакомитесь с процессом лазерной резки с
использованием излучения импульсного Nd:YAG лазера (=1,064мкм) с
регулируемой длительностью импульса излучения, частотой следования
импульсов и временным профилированием формы импульса излучения, а также
проведете некоторые измерения по оценке качества лазерной резки и
возможностей лазерной технологической установки МЛ41 при различных
режимах ее работы.
Образцы для исследования воздействия лазерного излучения при резке
представляют собой заготовки из черной и нержавеющей стали, алюминия
различной толщины. Изменяя фокусировку, положение фокуса, энергию
излучения (то есть интенсивность лазерного излучения), скорость лазерной
резки, параметры лазерных импульсов можно получить представление о
лазерном воздействии на металлы и выбрать оптимальные режимы работы для
выполняемой задачи.
9. Порядок выполнения работы
9.1. Провести резку тонколистовых образцов стали при различных:
а) скорости;
б) энергии импульса излучения;
в) длительности импульса излучения;
г) частоте следования импульсов излучения.
9.2. Исследовать ширину реза на нижней и верхней кромке, клиновидность реза в
тонколистовых образцах стали при различных режимах резки.
9.3. Исследовать микрорельеф поверхности реза Rz при различных режимах
резки.
9.4. Построить соответствующие экспериментальные зависимости по результатам
выполнения п.п. 9.1. 9.3.
22
10. Контрольные вопросы
1. В чем основные преимущества лазерной резки металлов?
2. Какие механизмы лазерной резки вы знаете?
3. Какие типы лазерного излучения используются при лазерной резке и в чем их
особенности?
4. Какие наиболее важные технологические параметры с точки зрения качества
получаемого реза вы знаете?
5. Каков механизм поглощения лазерного излучения металлами?
6. Какие оптические параметры характеризуют процесс лазерной резки?
7. Какие схемы формообразования реза по глубине материала вы знаете?
8. Какова роль лазерной плазмы при лазерной резке?
9. Назовите максимальную интенсивность, достижимую при заданных
параметрах лазера и фокусирующей линзы на установке МЛ41?
11. Отчет о лабораторной работе
Отчет должен содержать: 1 − графики экспериментальных зависимостей,
соответствующие пунктам 9.1 − 9.3 раздела «Порядок выполнения работы»; 2 −
оценку погрешностей проведенных измерений; 3 − выводы о проделанной
работе.
Литература
1. Дьюли У.У. Лазерная технология и анализ материалов, М.: Мир, 1986.
2. Реди Дж. Промышленные применения лазеров. М.: Мир, 1981.
3. Рыкалин Н.Н., Углов А.А., Зуев И.В., Кокора А.И., Лазерная и
электроннолучевая
обработка
материалов.
Справочник,
М.:
Машиностроение, 1991.
4. Григорьянц А.Г. Основы лазерной обработки материалов. М.:
Машиностроение, 1989.
5. Григорьянц А.Г., СоколовА.А. Лазерная обработка неметаллических
материалов. М.: Высшая школа, 1988.
6. Григорьянц А.Г., СоколовА.А. Лазерная резка металлов. М.: Высшая школа,
1988.
23