О возможности применения методов FMEA для
реклама

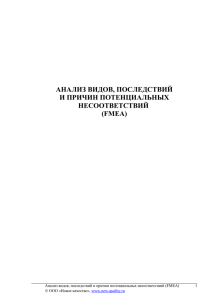
СИФАТ МЕНЕДЖМЕНТИ ТИЗИМИ СИСТЕМА МЕНЕДЖМЕНТА КАЧЕСТВА О возможности применения методов FMEA для анализа несоответствий в процессах СМК Кутбитдинов С.Ш., Дурель А.В. (ГУП «UNICON.UZ») В настоящей статье рассматривается возможность распространения области применения методов FMEA на процессы СМК и определены способы повышения достоверности получаемых результатов. Ушбу мақолада Сифат менежменти тизими жараёнларида FMEA усулини кенг доирада қўллаш имкониятлари кўриб чиқилган ва якуний натижалар ишончлилигини ошириш In the article is considered possibility of the FMEA methods application on QMS processes and certain ways of increasing to validity got result. Одной из тенденций развития менеджмента качества (усилившейся под влиянием глобального экономического кризиса) является концентрация усилий на обеспечении стабильности достигнутых предприятием значений показателей качества продукции и услуг, повышения их устойчивости к изменениям внутренней среды и колебаниям внешних воздействий. О наличии такой тенденции [1] свидетельствует, в частности, наименование новой редакции международного стандарта ISO 9004:2009 «Менеджмент для достижения устойчивого успеха организации. Подход на основе менеджмента качества» («Managing for the sustained success of an organization. A quality management approach»). Очевидно, что такой подход требует применения соответствующих «инструментов» менеджмента, ориентированных на определение и своевременную реализацию адекватных предупреждающих действий, способствующих снижению потенциальных рисков ухудшения показателей качества продукции и услуг под влиянием каких-либо вновь возникающих факторов. Одним из таких инструментов является [2] метод анализа причин и последствий отказов (дефектов) – FMEA (Failure Mode and Effects Analysis), далее именуемый – метод FMEA, а также его разновидность, называемая FMECA (анализ причин, последствий и критичности отказов) расширяющая возможности данного метода за счет ранжирования тяжести последствий отказов, что позволяет установить приоритетность предупреждающих действий. Первоначально данный метод использовался на этапе проектирования продукции и услуг [3], затем область его применения (в виде модифицированного метода PFMEA - «Process Failure Mode and Effects Analysis») расширилась [2] на технологические процессы производства продукции, а в дальнейшем [4] была признана возможность выполнения с его помощью анализа любых процессов жизненного цикла продукции. Однако в соответствии с изложенной в международном стандарте ISO 9000:2005 идеологией построения системы менеджмента качества (СМК) все процессы жизненного цикла продукции относятся к одному из четырех блоков процессов, образующих единую СМК [5]. До настоящего времени не рассматривались особенности использования методов семейства FMEA в целях анализа причин и последствий несоответствий в остальных трех блоках процессов СМК: - блок процессов руководства и управления СМК; - блок процессов менеджмента ресурсами; - блок процессов измерения, анализа и улучшения. Авторами было изучено влияние специфики вышеуказанных процессов СМК на каждом из пяти основных этапов анализа несоответствий, регламентируемых методикой FMEA/FMECA: 1) составление перечня всех потенциальных несоответствий для исследуемого объекта, 2) определение всех потенциальных причин для каждого из возможных несоответствий; 3) определение потенциальных последствий для каждого из возможных несоответствий; 4) определение для каждого из несоответствий возможных способов его выявления и оценка вероятности своевременного выявления несоответствия при реализации данных способов; 5) расчет потенциального рисков для каждого несоответствия и выбор адекватных предупреждающих действий по устранению причин несоответствий. Как видно из приведенного состава этапов FMEA, точность результатов применения FMEA в значительной степени будет определяться полнотой перечня потенциальных несоответствий для исследуемого объекта. Ординарным методическим подходом к решению задачи обеспечения полноты любого перечня является использование при его составлении соответствующей классификационной системы, однако в настоящее время в международных и государственных стандартах не установлена унифицированная система классификации типичных несоответствий процессов СМК, в связи с чем представляется целесообразным рассмотрение возможных подходов к формированию соответствующего классификатора. Согласно O`z DSt ISO 9001:2009 несоответствие представляет собой невыполнение требования, а поскольку любые требования предъявляются к определенным характеристикам (свойствам) конкретных компонентов процесса, определяющими при классификации несоответствий будут компоненты процесса, к которым предъявляются установленные требования. В настоящей статье предлагается для применения на первом этапе выполнения FMEA «Составление перечня всех потенциальных несоответствий для исследуемого объекта» использовать иерархическую систему классификации несоответствий, построенную по принципу «логической цепочки» (см. рисунок): - адрес несоответствия - технологическая операция, при выполнении которой возникло несоответствие); - источник несоответствия - конкретный компонент процесса (например, определенный выход или ресурс процесса, применяемый при выполнении данной технологической операции); - определенная характеристика (отличительное свойство) рассматриваемого компонента процесса; - конкретный критерий оценки характеристики (установленное требование). Технологическаяоперация операция Технологическая операция nn Технологическая «n» Компонентпроцесса процесса«k» Компонент процесса kk Компонент Характеристика компонента процесса Характеристика компонента процесса Характеристика компонента процесса «i»ii Критерий оценки характеристики Критерий оценки характеристики j j «j» Критерий оценки характеристики Рис. Иерархическая система классификации несоответствий Такая система классификации может быть применена для оценки полноты перечня потенциальных несоответствий, а также может использоваться при необходимости в качестве основы для разработки соответствующего кодификатора несоответствий и их причин. На втором этапе выполнения FMEA «Определение потенциальных причин для каждого из возможных несоответствий», по мнению авторов для анализа процессов СМК может быть применен метод «5P», применяемый для стратификации причин несоответствий предоставляемой услуги с учетом факторов, зависящих от работников (Peoples), процедур (Procedures), потребителей (Patrons), места предоставления услуги (Place) и поставщиков (Provisions) ресурсов. Данный метод достаточно известен в менеджменте качества [6], однако еще не применялся при анализе процессов СМК по методологии FMEA. На третьем этапе выполнения FMEA «Определение потенциальных последствий для каждого из возможных несоответствий», традиционно [2] применяется логический анализ взаимосвязей выходов рассматриваемого компонента процесса, а также осуществляется оценка последствий несоответствия (так называемого «класса тяжести») по шкале «ничтожное – минимальное – критическое - катастрофическое». При этом оценка класса тяжести последствия несоответствия зависит от степени его влияния на результаты процесса и стабильность процесса, в котором возникло несоответствие, его влияния на стабильность взаимосвязанных процессов, а также от долгосрочности его воздействия. Проведенное изучение состава возможных последствий несоответствий в процессах СМК позволяет утверждать, что данный подход может быть применен без изменений при анализе любых процессов СМК. На четвертом этапе выполнения FMEA «Определение для каждого из несоответствий возможных способов его выявления и оценка вероятности своевременного выявления несоответствия при реализации данных способов» в рассматриваемом случае может быть осуществлено ранжирование несоответствий по значению критерия «возможность обнаружения несоответствия на основе предусмотренных операций контроля». По мнению авторов, конкретные значения критерия при этом могут устанавливаться на основе упрощенного способа экспертных оценок (таблица 1), а при необходимости – более точно, путем применения FMEA непосредственно к самим операциям контроля. На завершающем пятом этапе выполнения FMEA «Расчет потенциального рисков для каждого несоответствия и выбор адекватных предупреждающих действий по устранению причин несоответствий» необходимо оценить так называемую критичность несоответствий - величину потенциального риска несоответствия, которая зависит от ранее определенного класса тяжести последствия несоответствия, а также от прогнозируемой вероятности возникновения несоответствия. Из общего числа способов оценки критичности, применяемых в методах семейства FMEA, наиболее приемлемыми для анализа процессов СМК представляются матрица критичности и расчет значения приоритетности риска RPN. При составлении матрицы критичности может быть использована шкала, приведенная в таблице 2. Качественная оценка критичности конкретного несоответствия определяется по матрице критичности (таблица 3) в зависимости от сочетания тяжести последствий несоответствия и частоты его возникновения. При необходимости выполнения количественной оценки критичности несоответствия предлагается осуществление расчетов так называемого «значения приоритетности риска» (Risk Priority Number, RPN), которое может быть определено по формуле: RPN = SOD, где - S - значение тяжести последствий несоответствия, т.е. степени влияния последствий несоответствия на систему в целом; - О - вероятность появления несоответствия для заданного или установленного периода времени; - D - вероятность обнаружения несоответствия. В зависимости от полученных значений расчета RPN может быть произведено ранжирование несоответствий по степени приоритетности выполнения действий по устранению их потенциальных причин. Таблица 1. Степени качественной оценки возможности обнаружения несоответствия Обобщенная экспертная оценка возможности обнаружения несоответствия Практически стопроцентное Очень хорошее Хорошее Умеренно хорошее Умеренное Слабое Очень слабое Плохое Очень плохое Практически невозможно Качественное значение степени выполнения критерия «возможность обнаружения несоответствия на основе предусмотренных операций контроля» Предусмотренный контроль почти всегда обнаруживает рассматриваемое несоответствие и выявляет его причину Очень высок шанс обнаружения Высокий шанс обнаружения Умеренно высокий шанс обнаружения Умеренный шанс обнаружения Низкий шанс обнаружения Очень низкий шанс обнаружения Обнаружение маловероятно Обнаружение почти невероятно Предусмотренный контроль не может обнаружить рассматриваемое несоответствие и его причину или контроль не предусмотрен Устанавливаемый ранг возможности обнаружения несоответствия 1 2 3 4 5 6 7 8 9 10 Таблица 2. Классификация критичности несоответствий Характеристика несоответствия Практически невероятное несоответствие Редкое несоответствие Возможное несоответствие Вероятное несоответствие Частое несоответствие Вероятность возникновения несоответствия Код значения критичности цифровой буквенный 0 ≤ Рi < 0,001 1 Е 0,001≤ Рi < 0,01 0,01 ≤ Рi < 0,1 0,1 ≤ Рi < 0,2 0,2≤ Рi < 1 2 3 4 5 D С В А Таблица 3. Качественная градация потенциальных рисков от последствий несоответствия Частота появления несоответствия 1 Практически невероятное несоответствие 2 Редкое несоответствие Уровни тяжести последствий несоответствия 1 2 3 4 (катастрофи(ничтожный) (минимальный) (критический) ческий) I I (незначительный (незначительный риск) риск) I (незначительный риск) A (терпимый риск) A (терпимый риск) UD UD A (нежелательный (нежелательный (терпимый риск) риск) риск) 3 Возможное UD UD UA A (нежелательный (нежелательный (неприемлемый несоответ(терпимый риск) риск) ствие риск) риск) 4 Вероятное UD UA UA A (нежелательный (неприемлемый (неприемлемый несоответ(терпимый риск) риск) риск) ствие риск) 5 Частое UD UA UA UA (нежелательный (неприемлемый (неприемлемый (неприемлемый несоответриск) риск) риск) ствие риск) Условные обозначения: I – insignificance risk; A - acceptable risk; UD - undesirable risk; UA unacceptable risk Выводы В результате проведенного исследования выявлена возможность применения метода FMEA в целях повышения стабильности процессов СМК. При этом необходимо учитывать следующее: 1) Полнота перечня возможных несоответствий может быть обеспечена на основе предложенной авторами системы классификации несоответствий. 2) Для реализации процедуры определения потенциальных причин несоответствий может быть применен известный метод «5P». 3) Точность экспертных оценок возможности обнаружения несоответствия при необходимости может быть повышена путем применения анализа установленных способов контроля согласно методике FMEA. 4) Для сравнения критичности несоответствий может быть использована качественная оценка на основе матрицы критичности или количественная оценка на основе расчета значения приоритетности риска RPN. Для дальнейших исследований (с учетом значительного влияния «человеческого фактора» на стабильность процессов СМК) представляет интерес изучение возможности модификации FMA на основе метода анализа ошибок персонала (Human Reliability Analysis). Литература 1. Дурель А.В. О выборе оптимального способа совершенствования систем менеджмента качества // Инфокоммуникации: Сети-Технологии-Решения, № 3 (15), 2010 с. 37-40. 2. IEC 60812:2006 "Analysis techniques for system reliability - Procedure for failure mode and effects analysis (FMEA)" 3. ГОСТ Р 51344-99. Безопасность машин. Принципы оценки и определения риска.— М.: Издательство стандартов, 2004.— 19 с. 4. Гнездилова Н.Ю. Применение FMEA-анализа для улучшения качества услуг// Методы менеджмента качества. – 2010. – № 6. – С. 48-50 5. ISO/TC 176/SC 2/N544R3:2008 "Introduction and support package: Guidance on the concept and use of the process approach for management systems" 6. О.П. Глудкин, Н.М. Горбунов, А.И. Гуров, Ю.В. Зорин; - М.: Радио и связь, 1999. – 600 с.