На правах рукописи СЕРГЕЕВ Александр Александрович МОДЕЛИРОВАНИЕ ПРОЦЕССОВ В
advertisement

На правах рукописи
СЕРГЕЕВ Александр Александрович
МОДЕЛИРОВАНИЕ ПРОЦЕССОВ В
МНОГОАССОРТИМЕНТНОМ И МНОГООПЕРАЦИОННОМ
КОМПЛЕКСЕ ПРОИЗВОДСТВА ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ
Специальность 05.18.12 – Процессы и аппараты пищевых производств
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Краснодар – 2013
2
Работа выполнена в ФГБОУ ВПО
«Кубанский государственный технологический университет»
(ФГБОУ ВПО «КубГТУ»)
Научный руководитель:
доктор технических наук, профессор
Косачёв Вячеслав Степанович
Официальные
Шаззо Рамазан Измаилович
оппоненты:
доктор технических наук, профессор,
директор ГНУ Краснодарского научноисследовательского института хранения и
переработки сельскохозяйственной
продукции РАСН;
Шахов Сергей Васильевич
доктор технических наук, доцент,
профессор кафедры машин и аппаратов
пищевых производств ФГБОУ ВПО
Воронежского государственного
университета инженерных технологий.
Ведущая организация:
ФГБОУ ВПО «Северо-Кавказский
федеральный университет»
Защита состоится « 02 » июля 2013 г. в 1500 часов на заседании
диссертационного совета Д 212.100.03 при ФГБОУ ВПО «Кубанский
государственный
технологический
университет»
по
адресу:
350072,
г.Краснодар, ул. Московская, 2, ауд. Г-248
С диссертацией можно ознакомиться в библиотеке ФГБОУ ВПО
«Кубанский государственный технологический университет».
Автореферат диссертации разослан « 01 » июня 2013 года
Ученый секретарь
диссертационного совета,
канд. техн. наук, доцент
М.В. Филенкова
1
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность
работы.
Основой
эффективно
работающего
производства является выпуск конкурентоспособной продукции в рыночных
условиях.
В
производства
многоассортиментном
хлебобулочных
и
изделий
многооперационном
выпуск
комплексе
высококачественных
продуктов широкого ассортимента производится небольшими партиями.
Интенсификация
и
управление
такими
производствами
представляет
актуальную задачу. Динамика изменений на рынке хлебобулочных изделий
при существенных ограничениях на ресурсы требует углубления научных
основ, как управления, так и интенсификации потоков сырья, основных и
вспомогательных материалов. Подобные системы распространены в пищевой
промышленности, они имеют аналогичные проблемы, и определение путей
их решения представляет актуальную научную задачу развития теории
технологического потока.
Данное
исследование
посвящено
системному
подходу
при
моделировании процессов в многоассортиментном и многооперационном
комплексе производства хлебобулочных изделий с выявлением узких мест с
проведением исследований соответствующих процессов для определения
путей интенсификации, как этих процессов, так и всего комплекса
производства. Разработанные рекомендации содержат как технические, так и
организационные предложения по совершенствованию производства с
применением
новых
технических
решений
и
разработанных
соответствующих программных продуктов для управления производством.
Работа проводилась в соответствии с планом НИР кафедры МАПП
ФГБОУ
ВПО
«КубГТУ»
на 2011-2015
г.г.
(5.8.11-15) «Научное
обеспечение развития процессов и оборудования пищевых производств»,
государственная регистрация № 01201152036 .
Цель работы. Моделирование процессов в многоассортиментном и
многооперационном комплексе производства хлебобулочных изделий.
2
Основные задачи исследования. В соответствии с поставленной
целью определены следующие основные задачи:
определить
эффективную
методику
оптимизации
расписания
технологического потока многоассортиментного и многооперационного
производства хлебобулочных изделий;
провести моделирование и оптимизацию многокритериальной задачи
краткосрочного планирования работы линий производства хлебобулочных
изделий,
на
примере
реального
хронометража
действующего
многоассортиментного и многооперационного технологического потока;
определить
чувствительность
расписания
хлебозавода
по
видам
хлебопекарных изделий и установить влияние отдельных операций на
эффективность работы конвейера;
исследовать
возможности
совершенствования
решения
задачи
теплопроводности для тел эллипсовидной формы;
провести эксперименты вакуумного охлаждения хлебобулочных изделий
и идентифицировать зависимости коэффициента температуропроводности
от основных параметров процесса;
провести
математическое
моделирование
вакуумного
охлаждения
хлебобулочных изделий различной формы, определить эффективность и
рациональные параметры процесса;
разработать
технические
предложения
по
совершенствованию
многоассортиментного и многооперационного технологического потока
производства хлебопекарных изделий.
Научная новизна. Определено, что метод полного перебора с
использованием матричной функции позволяет оптимизировать расписание
многоассортиментного и многооперационного технологического потока
производства
хлебопекарных
изделий;
установлено,
что
корректное
понижение размерности при решении задач трехмерной нестационарной
теплопроводности возможно с использованием информации о габаритных
3
размерах
эллипсоидальных
соотношения
тел
этих размеров;
и
факторе
определены
формы,
зависящего
эффективный
от
коэффициент
температуропроводности, и интенсивность теплового стока хлебного мякиша
при вакуумном охлаждении которые зависят от параметров этого процесса:
остаточного давления, начальной температуры и времени охлаждения.
Получены критериальные зависимости нестационарного нерегулярного
режима интенсивного вакуумного охлаждения хлебобулочных изделий;
определено, что процессами испарения в глубине изделия можно пренебречь,
что существенно упрощает дальнейшее моделирование процессов в
многоассортиментном
и
многооперационном
комплексе
производства
хлебобулочных изделий.
Практическая значимость. Разработана конструкция установки для
вакуумного охлаждения хлебобулочных изделий непрерывного действия, что
позволило
сократить
время
производственного
цикла
и
увеличить
производительности линии по сравнению с первоначальной без применения
вакуумного охлаждения.
Новизна технического решения подтверждена решением о выдаче
патента РФ на полезную модель «Вакуум-охладитель» Заявка № 2012147352.
Подано 07.11.2012 Выдано 07.05.2013.
Апробация работы. Результаты исследований были представлены на
следующих 3 международных научных конференциях: Инновационные
пищевые
технологии
в
области
хранения
и
переработки
сельскохозяйственного сырья. Мат. междунар. науч. - практ. конф. Кр-р,
2011;
Материалы
международной
научно-технической
интернет
конференции «Энергосберегающие процессы и аппараты в пищевых и
химических производствах «ЭПАХПП-2011». Воронеж; Инновационные
пищевые
технологии
в
области
хранения
и
переработки
сельскохозяйственного сырья. Мат. междунар. науч. - практ. конф. Кр-р,
2012.
4
Публикация результатов исследования. По материалам диссертации
опубликовано 9 научных работ, в том числе 6 статей в журналах,
рекомендуемых ВАК при Министерстве образования и науки РФ.
Объем и структура диссертации. Диссертационная работа состоит из
введения, пяти глав, выводов, списка использованных источников и
приложений. Работа изложена на 186 страницах, содержит 35 рисунков и 20
таблиц. Список использованных источников включает 103 наименования на
русском и иностранных языках. На рисунке 1 представлена схема работы.
Анализ состояния процессов многоассортиментного и многооперационного
комплекса производства хлебобулочных изделий
Моделирование поточной линии выпуска многоассортиментной
хлебобулочной продукции
Оптимизации технологического потока многоассортиментного производства
хлебобулочных изделий
Теплообмен в хлебобулочных изделиях неправильной формы
Экспериментальные исследования вакуумного охлаждения хлебобулочных
изделий
Моделирование охлаждения хлебобулочных изделий различной формы
Влияние интенсификации процесса охлаждения хлебобулочных изделий на
производительность многоассортиментного производства
Разработка технических предложений по совершенствованию работы
поточной линии производства хлебобулочных изделий
Рисунок 1 – Структура работы
5
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы диссертационной работы и
сформулировано направление исследований.
В первой главе «Литературный обзор» проанализировано состояние
технологии и техники производства хлебобулочных изделий широкого
ассортимента, а также состояние исследований теплообменных процессов в
материалах нерегулярной формы. Результаты обзора и анализа учтены при
формулировании
цели
и
задач
исследования.
В
соответствии
поставленными целью и задачами разработана структура
с
работы,
представленная на рисунке 1.
Во
второй
главе
многоассортиментной
«Моделирование
хлебобулочной
поточной
продукции»
линии
для
выпуска
построения
математической модели расписаний на последовательном множестве машин
была проведена оценка длительности выполнения всего объема работ по
формуле:
T t, n, m t n m 1 t
(1)
которая позволяет определить нижнюю и верхнюю границу длительности
расписаний:
sup T n, m max ti , j n m 1 max ti , j
(2)
inf T n, m min ti , j n m 1 min ti , j
(3)
для оценки этих вариантов использовали матричную функция W(D),
позволяющую произвести расчет параметров перестановки непосредственно,
не используя графического построения или программирования.
В этом случае элементы матрицы W(D), завершения работ: (wi, j) могут быть
рассчитаны по формуле:
j
wi , j i i 1 d i1, k
k 0
j
i 1 d i , j d i2 , k
k 0
(4)
700
600
500
400
300
200
100
1
2
3
4
5
6
7
8
9
10
11
12
13
1
2
3
4
5
6
7
8
9
10
11
12
13
1
2
3
4
5
6
7
8
9
10
11
12
13
1
2
3
4
5
6
7
8
9
10
11
12
13
1
2
3
4
5
6
7
8
9
10
11
12
13
0
Сдоба «Дуэт» 0,3 кг
Круассаны
б-н «Радужный» 0,25 кг
Перепечи 0,13 кг
Русская коса 0,35 кг
6
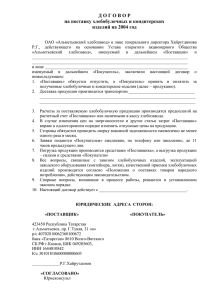
Рисунок 2 – График Ганта с ограничением на межоперационные простои
7
Стадиями этого процесса являются: 1 - дозирование сырья; 2 - замес
теста; 3 - приготовление начинки; 4 - разделка теста на куски; 5 - отлежка
теста; 6 - слоение теста; 7 - разделка на линии; 8 – укладка; 9 – расстойка; 10
– выпечка; 11 - охлаждение продукции; 12 – наполнение начинкой
продукции; 13 - упаковка продукции. Выполненное моделирование показало
возможность
выигрыша
по
многим
критериям
при
использовании
оптимального расписания полученного методом полного перебора всех
возможных вариантов и выделение субоптимальных вариантов в задачах
целочисленной оптимизации работы многоассортиментного конвейерного
производства хлебобулочных изделий.
С помощью разработанного алгоритма вращения
реализованного в
виде программы на языке программирования C++ определены по критерию
минимума продолжительности работы линии оптимальные варианты,
которые уточнены с учетом исключения межоперационных простоев
(Рисунок 2).
При
анализе
чувствительности
расписания
установлено,
что
определяющим фактором является длительность тепловых процессов,
которые с учетом интенсификации нестационарного переходного процесса
могут существенно повлиять на общую эффективность работы линии
(Рисунок 6).
В третьей главе «Теплообмен в хлебобулочных изделиях неправильной
формы» представлены результаты моделирования охлаждения хлебных
изделий, которые в общем случае близки к эллипсоидальной конфигурации,
либо представляют собой тела сложной формы. При изопотенциальном
процессе переноса в телах сложной формы изменение температуры может
быть представлено уравнением в трехмерных Декартовых координатах:
2T 2T 2T
T
at 2 2 2
y
z
x
(5)
x2 y2 z 2
2 2 2 1, a b c
c
a b
(6)
8
Используя понятие об изопотенциальных поверхностях S() и объемах V(),
также удается получить возможность решения задач нестационарного
теплопереноса из частиц различной формы, сводя задачу к одномерной:
at
T
T
S V
Расчет
объемного
(7)
параметра
модели
не
представляет
особых
затруднений и выражается формулой:
Vd
4
3
3
a b c
(8)
Расчет поверхностного параметра модели выражается формулой
2
2
3
b
1
Sd 2 c a
d t
1
2
2 2
1
t
1
m
t
2 0
2 a2 c2
1
2
2 2
2 a2 c2 1 m t d t
b
2
1
t
0
m
Где
a2 b2 c2
b2 a2 c2
arcsin 1
c2
a2
(9)
Таким образом, зависимости величин объема и площади поверхности
для реальных тел позволяют сформулировать задачу переноса как
одномерную
и
решить
её
практически
в
аналитическом
или
в
полуаналитическом виде, что важно для определения инвариант тепловых
или потенциальных полей в задачах теплообмена.
Для
эллипсоидной
формы
одномерная
представлена с учетом коэффициента формы Г:
модель
может
быть
9
a
T
T
t Г
at
T
(10)
Для тел правильной формы Г = 0 (для пластины), Г = 1 (для цилиндра), Г = 2
(для шара), а для эллипсоидальных тел:
3 a
2a
(11)
abc
ab
где a, b, c – полудлины эллипсовидного тела по каждой из осей в декартовой
Г ( a , b, c )
системе координат, причем, a > b > c
Проведен сравнительный анализ описания процессов теплопереноса
трехмерной (5) и одномерной (7) моделями для следующих эллипсоидальных
тел из условий постоянства объема и приведенного размера r 3 a b c 1
1
0,95
0,9
0,85
0,8
0,75
0,7
0,65
0,6
0,000
0,001
0,002
0,003
0,004
0,005
0,006
0,007
0,008
0,009
0,010
Fo
1-й
2-й
3-й
4-й
Рисунок 3 – Зависимости изменения во времени средней относительной
избыточной температуры для частиц неправильной формы:
(1-й) Г1 = 3.83722; (2-й) Г2 = 2.42075; (3-й) Г3 = 4.67660; (4-й) Г4 = 4.59619
Представленный график (рисунок 3) показывает хорошее совпадение
одномерного решения (сплошные линии) и трехмерного численного решения
10
(точки), однако, объем вычислений существенно меньше для одномерной
задачи.
Экспериментальные
(Таблица
1),
позволяют
хлебобулочных
изделий.
установлено
значение
a Э 2.57 0.61 10 7
м2
.
сек
данные
оценить
В
процесса
вакуумного
параметр
результате
температуропроводности
проведенных
коэффициента
охлаждения
исследований
температуропроводности
А также, установлено влияние на этот показатель
параметров процесса вакуумного охлаждения: остаточного давления (P, Па);
начальной температуры материала (t,0С); времени охлаждения (s, мин).
Регрессионное уравнение в нормированном пространстве факторов имеет
вид:
Ya Xp, Xt, Xs 0.226 Xp 0.968 Xt 0.087 Xs
(12)
В исходных переменных уравнение (12) для расчета эффективного
коэффициента температуропроводности принимает вид:
a PStíà÷ 4.91 180.611 P 0.6337 S
0.0167 tíà÷ 16.4442 P S 3.1856 P tíà÷ 0.00096 S tíà÷
(13)
Таблица 1 – Изменение температуры центральной части батона с габаритами
310 мм, 42 мм, 30 мм в процессе вакуумного охлаждения
Р,
Па
405
405
608
608
811
811
861
811
tнач ,
S,
0
С
мин
80
5
60
3
80
3
60
5
80
5
60
3
80
3
60
5
В четвертой
tкон ,
0
С
43
35
45
34
33
35
40
28
главе
tср ,
aэ107 ,
э
0
2
С
м /сек
103,2
100,6
2,6
2,01
0,514 8
102,3
101,8
0,5
3,54
0,481 8
118,4
115,5
2,9
3,47
0,493 9
114,8
113
1,8
2,02
0,510 9
112
109,31 2,69
1,50
0,671 10
137,17 134,7
2,47
3,42
0,500 10
132,8
129,25 3,55
2,97
0,580 11
129,33 127
2,33
1,60
0,640 10
«Моделирование охлаждения хлебобулочных
Мнач , г Мкон , г W, г
изделий различной формы» проведено численное исследование процесса
охлаждения в различных видах, которые представлены на рисунке 4 в виде
геометрических моделей выполненных в среде AutoCAD с расчетом
11
геометрии изопотенциальных поверхностей S() и объемов V(). С учетом
этих характеристик решались одномерные задачи вакуумного охлаждения с
использованием эффективного коэффициента температуропроводности и
обобщенного эффективного радиуса охлаждаемого тела:
Rabc
a b c
2 2
2 2
(14)
2 2
a b a c b c
Уравнение (7) позволяет описать теплоперенос в сложных трехмерных
формах тел при наличии зависимости площадей S() и объемов V(), которые
определялись по геометрическим моделям хлебобулочных изделий (Рисунок
4; Таблица 2)
«Перепечи»
«Круассан»
«Радужный»
«Русская коса»
Рисунок 4 – Геометрические модели хлебобулочных изделий с нанесением
изопотенциальных поверхностей
В расчетах устанавливалась зависимость относительной избыточной
температуры хлебобулочного изделия от безразмерного числа Фурье Fo.
Характеристики представлены в таблице 2.
12
Таблица 2 – Регрессионные уравнения характеристик изопотенциальных
поверхностей хлебобулочных изделий
Изделие
«Перепечи»
Уравнение
+ 7,38Rabc2 + 650,33Rabc
0,18Rabc3
S(Rabc) =
V(Rabc) = 33,22Rabc2,74
«Круассан» S(Rabc) = 0,056Rabc4 + 0,21Rabc3 + 69,22Rabc2 + 9,92Rabc
V(Rabc) = 28,74Rabc3,0
«Радужный» S(Rabc) = 0,044Rabc3 + 19,29Rabc2 + 1812,65Rabc + 19,45
V(Rabc) = 0,024Rabc4 + 6,56Rabc3 + 778,34Rabc2 + 27,01Rabc
«Русская
S(Rabc) = (-0,0092Rabc4 + 0,39Rabc3 + 38,86Rabc2 + 836,64Rabc)
коса»
V(Rabc) = 303,36Rabc2,41
Моделирование охлаждения различных хлебобулочных изделий
показывает, что изменения усредненной относительной температуры от
числа Фурье Fo (Рисунок 5) носят индивидуальный характер для различных
хлебобулочных изделий.
Полупериод охлаждения этих изделий меняется от 0,02 до 0,05 числа
Фурье Fo. Графики линейного приближения логарифма усредненной
относительной температуры от числа Фурье Fo показывают, что скорость
охлаждения
уменьшается
в
ряду:
«Перепечи»,
«Круассан»,
батон
«Радужный», «Русская коса», сдоба «Дуэт». Обобщая полученные данные,
получили
линейные
логарифмические
зависимости
усредненной
относительной температуры от числа Фурье Fo,:
«Перепечи» { Ln() = -9,7078Fo - 0,5965}
(15)
«Круассан» {Ln() = -8,5187Fo - 0,728}
(16)
батон «Радужный» { Ln() = -7,5546Fo - 0,5954}
(17)
«Русская коса» { Ln() = -5,2444Fo - 0,6326}
(18)
сдоба «Дуэт» { Ln() = -4,5951Fo - 0,6102}
(19)
Таким образом, получены уравнения для моделирования охлаждения
хлебобулочных изделий различной формы в зависимости от параметров
процесса вакуумного охлаждения.
13
1,0
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0,0
0,00
0,05
0,10
0,15
0,20
Fo
сдоба "Дуэт"
батон "Радужный"
"Русская коса"
"Круассан"
"Перепечи"
Рисунок 5 – Графики вакуумного охлаждения хлебобулочных изделий по
усредненной относительной температуре от критерия Фурье Fo
Используя эти уравнения для расчета унифицированных параметров
вакуумного охлаждения, путем минимизации квадратов отклонений левых и
правых частей полученных уравнений (13-17) для хлебобулочных изделий
различной формы. В результате проведенных расчетов в среде инженерного
моделирования MathCAD
установили параметры процесса вакуумного
охлаждения: начальная температура 89 С; конечная температура 45 С;
температура вакуумной камере 10 С; остаточное давление 0,035 атм.; время
вакуумного охлаждения 5,6 мин.
700
600
500
400
300
200
100
1
2
3
4
5
6
7
8
9
10
11
12
13
1
2
3
4
5
6
7
8
9
10
11
12
13
1
2
3
4
5
6
7
8
9
10
11
12
13
1
2
3
4
5
6
7
8
9
10
11
12
13
1
2
3
4
5
6
7
8
9
10
11
12
13
0
Сдоба «Дуэт» 0,3 кг
Круассаны
Перепечи 0,13 кг
Русская коса 0,35 кг
б-н «Радужный» 0,25 кг
14
Рисунок 6 – График Ганта с учетом интенсификации стадии охлаждения
15
Для
оценки
влияние
интенсификации
процесса
охлаждения
хлебобулочных изделий на производительность многоассортиментного
производства используем наилучший из представленных данных (Рисунок 6)
вариант, в котором межоперационные и межмашинные простои достигали
минимума. Как видно из представленной диаграммы Ганта (Рисунок 6) время
производственного цикла сократилась с 752 минут до 532 минут, что
соответствует возможному увеличению производительности линии на 42 %
по сравнению с первоначальной технологией эксплуатации линии без
применения вакуумного охлаждения. При сравнении графиков Ганта для
вариантов расписаний (Рисунок 2) показана эффективность включения
вакуумного охлаждения в линию производства многоассортиментного и
многооперационного производства хлебобулочных изделий. По результатам
работы разработан алгоритм вращения, реализованный в виде программы на
языке C++, для краткосрочного планирования выпуска хлебобулочных
изделий.
В
пятой
главе
«Разработка
технических
предложений
по
совершенствованию работы поточной линии производства хлебобулочных
изделий» описана схема и принцип работы установки конструкции вакуумохладителя для многоассортиментного и многооперационного производства
хлебобулочных изделий. Действие вакуума на продукт, который имеет
достаточное содержание влаги, приводит к испарению ее некоторого
количества и требуемое тепло для этого отбирается от продукта, за счет чего
он охлаждается. Работа установки организована прерывисто непрерывно
(Рисунок 7). Исходный продукт через патрубок загрузки 3 подается внутрь
корпуса, где он попадает в контейнер 5, расположенный в объеме между
радиальными смежными лопатками 6, оказавшимся при движении под
патрубком загрузки 3. Вращение ротора 1 в подшипниках 2 осуществляется
от привода, состоящего из редуктора и двигателя. Контейнер 5 с продуктом
при перемещении ротором 1 попадает в зону патрубка 7 с трубопроводом от
вакуумной системы. За счет создаваемого перепада давления прижимается
16
уплотнениями по периметру контейнера к внутренней стенке корпуса. В
контейнере создается вакуум и происходит процесс вакуумного охлаждения.
Ротор 1 продолжает вращение, и контейнер 5 с продуктом попадает в
последующую зону вакуумирования, где с помощью регулировочного
клапана может быть установлен другой уровень вакуума, соответствующий
рекомендуемым режимам. Как только контейнер с продуктом достигает зоны
выгрузки, происходит восстановление давления окружающей среды за счет
соединения внутреннего объема контейнера через отверстие в корпусе с
окружающей средой. При достижении патрубка выгрузки 4 продукт
выгружается охлажденным из вакуум – охладителя.
Рисунок 7 – Схема конструкции вакуум - охладителя
В процессе проведения сравнительных испытаний вакуумного и
конвекционного охлаждения хлебобулочных изделий установлено, что
органолептические
и
физико-химические
показатели
соответствуют
17
требованиям
ГОСТ Р
52462-2005. За счет более быстро остывания
продукции упругость и эластичность мякиша возрастает, сжимаемость
мякиша увеличивается, что благоприятно влияет на качество хлебобулочных
изделий.
ВЫВОДЫ:
1. Метод полного перебора с использованием матричной функции
позволяет
оптимизировать
расписание
технологического
потока
многоассортиментного и многооперационного технологического потока
производства хлебопекарных изделий.
2. Получены статистически значимые эвристические функции – сумма
стоимостей оптимального пути от начальной и от n-й перестановки,
позволяющие
определять
близость
полученного
текущего
варианта
расписания к наилучшему по исходным данным этого расписания, не
прибегая к алгоритму полного перебора.
3. Установлена статистически значимая связь между средним
значением матрицы длительностей, средним значением времени завершения
работ
всех
возможных
расписаний
и
величиной
выигрыша
при
использовании оптимального расписания полученного методом полного
перебора всех возможных вариантов рекорда этих расписаний.
4.
При
анализе
многокритериальной
оптимизации
задачи
краткосрочного планировании работы хлебозавода на примере реального
хронометража (5 продуктов и 13 операций) критерий завершения всех работ
не эффективен, так как в рассматриваемом подмножестве перестановок он не
зависит от перестановки перерабатываемых партий сырья и для анализа
подмножества
необходимо
использовать
дополнительные
критерии
межмашинных и межоперационных простоев.
5. Установлены оптимальные длительности производственного цикла
для следующих изделий: «Радужный» - 203 минуты; «Русская коса» - 194
минут; «Перепечи» - 237 минут; «Круассаны» - 262 минуты; «Дуэт» - 221
минут. Расписание хлебозавода наиболее чувствительно по видам изделий в
18
следующей последовательности: «Радужный»; «Русская коса»; «Перепечи»;
«Круассаны»; «Дуэт».
6.
Длительность
вырабатываемого
остывания
сырья.
Вторым
продукции
по
влияет
длительности
на
все
этапом
виды
является
расстойка, связанная с биохимическими процессами. Для эффективной
работы конвейера необходимо исследовать этап остывания продукции,
который
базируется
на
процессе
теплообмена
продукта
сложной
геометрической формы.
7. Корректное понижение размерности при решении задач трехмерной
нестационарной теплопроводности возможно с использованием информации
о габаритных размерах эллипсоидальных тел и факторе формы, зависящего
от соотношения этих размеров. Представленная схема решения позволяет
существенно сократить объем вычислений при реализации сеточной схемы
без существенной потери точности.
8. Коэффициент температуропроводности и интенсивность теплового
стока хлебного мякиша при вакуумном охлаждении зависят от параметров
процесса: остаточного давления, начальной температуры и времени
процесса.
9. Математическая модель теплообмена в телах неправильной формы
построена на регрессионных зависимостях эквидистантных поверхностей и
объемов от обобщенной координаты и ее решение построено на методе
Галеркина с использованием ортогональных четных полиномов Лежандра.
10.
Скорость
вакуумного
охлаждения
зависит
от
формы
хлебобулочных изделий, скорость охлаждения уменьшается в следующей
последовательности:
«Перепечи»,
затем
«Круассан»,
после
батон
«Радужный», следом «Русская коса», последним сдоба «Дуэт».
11. В результате проведенных расчетов в среде инженерного
моделирования MathCAD установили параметры процесса вакуумного
охлаждения: остаточное давление 0,035 атм.; время 5,6 минут; начальная
температура 89 С и конечная температура 45 С. С учетом этих параметров
19
время производственного цикла сократилась с 752 минут до 532 минут, что
соответствует возможному увеличению производительности линии на 42 %
по сравнению с первоначальной технологией эксплуатации линии без
применения вакуумного охлаждения.
12. Предложена конструкция вакуумного охладителя непрерывного
действия,
которая
принята
к
внедрению
в
составе
линии
для
многоассротиментного и многооперационного комплекса производства
хлебобулочных изделий на ОАО «Хлебокомбинат «Георгиевский» с
ожидаемым годовым экономическим эффектом 2,418 млн. рублей.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ:
t - время выполнения одной работы (размах отсутствует); n - количество
обрабатываемых материалов; m - число стадий обработки; a,b - границы
распределения; x - длительность обработки i-й машиной j-го задания; wi, j время завершения i-й операции (i=0,1) j-й партии сырья (j=0,1,…,n); (x) ступенчатая функция Хэвисайда; di, j - длительность i-й операции (i=0,1) j-й
партии сырья (j=0,1,…,n); Функция потолок x
наименьшее
целое,
большее
или
равное
x;
определяется как
at
-
коэффициент
температуропроводности; – нормаль, по которой распространяется тепло;
Xpi
Pi P
p
; Xti
ti t
t
; Xsi si s ; Yai
s
ai a
a
- нормированные
величины
показателей относительно среднего на интервале стандартных отклонений;
= (t - tср)/(tнач - tср) - относительная температура; Fo = a/Rabc - число Фурье;
S(ξ) – площадь и Vn(ξ) - объем изопотенциальных поверхностей.
ОСНОВНЫЕ ПОЛОЖЕНИЯ ДИССЕРТАЦИИ ОПУБЛИКОВАНЫ В
СЛЕДУЮЩИХ РАБОТАХ:
1.
Косачев
многоассортиментного
В.С.
Статистический
производства
на
анализ
расписаний
параллельно-работающих
установках периодического действия / В.С. Косачев, Е.П. Кошевой, А.А.
20
Сергеев // Научный журнал СПбГУНИПТ. Серия: Процессы и аппараты
пищевых
производств
Петербургский
(электронный
государственный
журнал)
университет
/ГОУ
ВПО
«Санкт-
низкотемпературных
и
пищевых технологий» — №1 — март 2010» Режим доступа к журн.:
http://www.open-mechanics.com/journals свободный.
2.
Косачев
В.С.
Оптимизация
технологического
потока
многоассортиментного производства хлебных изделий / В.С. Косачев, Е.П.
Кошевой, А.А. Сергеев //- Научный журнал СПбГУНИПТ. Серия: Процессы
и аппараты пищевых производств (электронный журнал) /ГОУ ВПО «СанктПетербургский государственный университет
низкотемпературных и
пищевых технологий». — №1. — март 2011» Режим доступа к журн.:
http://www.open-mechanics.com/journals свободный.
3. Косачев В.С. Анализ чувствительности оптимального расписания
многоассортиментного производства хлебобулочных изделий. / В.С. Косачев,
Е.П. Кошевой, А.А. Сергеев// Изв. ВУЗов “Пищевая технология” - 2011
№5-6, С. 82-84.
4. Миронов Н.А. Процессы переноса в телах эллипсоидальной
конфигурации./ Н.А. Миронов, А.А. Сергеев, В.С. Косачев, Е.П. Кошевой //
[Электронный ресурс]: Электронный научный журнал "Процессы и аппараты
пищевых производств" /ГОУ ВПО "Санкт-Петербургский государственный
университет низкотемпературных и пищевых технологий. - Электрон.
Журнал - Санкт-Петербург: СПбГУНиПТ, 2010. - №1 - март 2010. - Режим
доступа к журн.: http://www.open-mechanics.com/journals свободный.
5. Сергеев А.А. Учет формы хлебобулочных изделий в задачах
теплообмена. /
А.А. Сергеев, В.С. Косачев, Е.П. Кошевой //Электрон.
Научный журн. »Процессы и аппараты пищевых производств»./ГОУ ВПО
СПбГУНиПТ.- СПб: СПбГУНиПТ, вып. №1 март 2012. Режим доступа к
журналу http//www.open-mechanics.com/ journals свободный.
6.
Сергеев
А.А.
Оптимизация
расписания
работы
многоассортиментного производства хлебобулочных изделий конвейерным
21
способом./ А.А. Сергеев, В.С. Косачев, Е.П. Кошевой// Хлебопродукты,
2011, №6, С. 52-53.
7. Сергеев А.А. Теплообмен в хлебобулочных изделиях./ А.А. Сергеев,
В.С. Косачев, Е.П. Кошевой// Инновационные пищевые технологии в области
хранения и переработки сельскохозяйственного сырья. Мат. междунар. науч.
- практ. конф. Кр-р, 2011 С. 221-225.
8. Сергеев А.А. Учет формы хлебобулочных изделий в задачах
теплообмена./А.А. Сергеев, В.С. Косачев, Е.П. Кошевой// Материалы
международной
научно-технической
интернет
конференции
«Энергосберегающие процессы и аппараты в пищевых и химических
производствах «ЭПАХПП-2011». Воронеж, 2011 С. 256-261.
9. Сергеев А.А. Учет формы хлебобулочных изделий в процессах
теплообмена./ А.А. Сергеев, С.А. Подгорный, В.С. Косачев, Е.П. Кошевой
//Инновационные пищевые технологии в области хранения и переработки
сельскохозяйственного сырья. Мат. междунар. науч. – практ. конф. Кр-р,
2012 С. 251-254.